
|
|
|
|
Главная Переработка нефти и газа далеко от трассы сооружаемого трубопровода и обслуживающие каждая определенный участок трассы (обычно от 20 до 60 кп). В настоящее время используют два вида сварочных баз: базы с применением полевых автосварочных установок (ПАУ) полумеханизированные и базы для двухсторонней автоматической сварки типа БТС полностью механизированные. Полумеханизированная база полевого типа с.остоит из двух основных стендов: сборочно-сварочного стенда (или трубо-сборочной линии) и собственно установки для автоматической сварки под слоем флюса типа ПАУ. На сборочно-сварочном стенде выполняют сборку секции из трех отдельных труб и сварку первого (корневого) слон шва. Сварку первого слоя шва обычно выполняют вручную. Центровка и сборка труб осуществляются с помощью специального приспособления - внутреннего центратора. Собранная и сваренная корневым слоем трубная секция подается путем перекатывания по направляющим из труб на стенд (установку) автоматической сварки. Эта установка состоит из рамы, на которой смонтированы продольные и поперечные ролики. Продольные ролики конической формы с обрезинен-ными опорными поверхностями служат для продольного перемещения трубной секции за счет вращения части роликов, называемых приводными. Поперечные цилиндрические ролики с обрезиненной рабочей поверхностью служат дня вращения трубной секции при сварке со скоростью 18-100 м/ч. Автоматическая сварка под споем флюса производится двумя сварочными головками (одновременно двух стыков). После окончания сварки готовая секция подается на площадку готовой продукции, где выполняют внешний осмотр сварных стыков и их контроль неразрушающими методами путем просвечивания рентгеновскими или гамма-лучами или магнитографическим методом в объеме, предусмотренном действующими нормами. Применяют полумеханизированные базы: ПАУ-601 (для сварки труб диаметром до 720 мм при силе.сварочного тока до 600 А) и ПАУ-1001 (для сварки труб диаметром )jo 1420 мм при силе сварочного тока до 1000 А). Установки ПАУ-601 оснащают двумя сварочными головками СГФ-601, находящимися на открытом воздухе, а установки ПАУ-1001 - двумя сварочными головками ГДФ-1001, смонтированными в закрытых кабинах, перемещающихся по рельсовому пути. Преимуществом полумеханизированных полевых баз является относительная их мобильность, легкость перебазировки, а недостатком - частичное применение ручного труда. Механизированные базы типа БТС лишены этого недостатка, так как все операции на них механизированы. На этих базах предусмотрена двухсторонняя (наружная и внутренняя) сварка стыков труб автоматической сваркой под слоем флюса. Для этого кромки труб на базе специальным образом обрабатывают на металлорежущем станке с образованием двухсторонней (Х-образной) разделки с большим притуплением кромок. Существуют три типа полностью 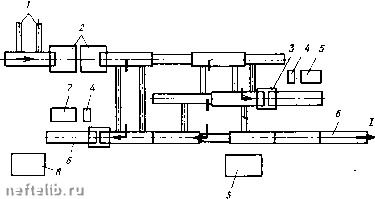 Рис. 32. Трубосварочная база БТС-143: / - магазин труб; 2 - стенд для обработки кромок труб; 3 - стендь[ для сборки и сварки двухтрубнь1х секций; 4 - компрессор; 5 - электростанция \лт\\л трансформаторная подстанция; 6 - стенд для сборки и сварки трехтрубных секций; 7 - блок питания; 8 - вспомогательный блок; / - к стенду контроля сварных стыков механизированных баз: БТСМ42 (длн изготовления секций из двух труб длиной 24 м), БТС-142В и БТС-143 (для изготовления как двух-\трубных, так и трехтрубных секций). База БТС-143 (рис. 32) состоит из трех стендов: обработки кромок труб перед сваркой, сварки двухтрубных секций и сварки трехтрубных секций. Трубы, поступившие с завода, после осмотра и отбраковки помещают в накопителе (магазин труб), откуда они поступают на стенд обработки кромок. Обработку кромок выполняют сразу двумя станками на двух трубах. Стан-к1т жестко закрепляют на торцах труб и головки с резцами обрабатывают кромки труб. Крайнюю из обработанных труб подают в конец стенда для сварки секций из двух труб. Затем к этой трубе с помощью внутреннего центратора пристыковывают вторую трубу с обработанными кромками и выполняют сварку наружных и внутренних слоев сварного шва автоматической сваркой под флюсом. В это же время обрабатывают кромки третьей трубы и подают ее на стенд для сварки трехтрубной секции. Затем на стенд подают двухтрубную секцию, пристыковывают ее к третьей трубе и выполняют сварку наружных и внутренних слоев сварного шва. Полученную трехтрубную секцию перемещают на площадку готовой продукции, и технологический процесс на базе повторяется. Механизированные базы обеспечивают на трубах размером 1420 х 16,5 мм сварку от 3,5 (для базы БТС-142) до 6 (для базы БТС-143) стыков в час. При длине труб в 12 м за восьмичасовую рабочую смену эти базы дают от 500 до 850 м трубных секций. Электроконтактная сварка оплавлением относится к сварке давлением. В отличие от описанных методов электродуговой сварки плавлением при сварке давлением сварной шов формируется при обязательном сближении путем otaдки (сдавливания) свариваемых элементов конструкций. При этом процессе электрический ток большой силы (до десятков тысяч ампер) проходит через свариваемые элементы и контакт между ними. Перед пропусканием тока для улучшения контакта свариваемые элементы сближаются действием осевой нагрузки. В металле между точками подвода тока и особенно в зоне контакта в соответствии с законом Ленца - Джоуля за счет значительного электрического сопротивления и большей силы тока выделяется большое количество теплоты. Так как контакт между поверхностями свариваемых элементов осуществляется по микроскопическим площадкам (точечный контакт), то в каждом таком микроконтакте выделяется громадное количество теплоты, вызывающее мгновенное расплавление и выброс жидкого металла и его паров. На контактирующих поверхностях происходят сотни тысяч таких микрооплавлений, что и приводит к оплавлению поверхностей металла. За счет теплоты, выделяющейся при оплавлении, происходит нагрев металла в прилегающих к контакту зонах, что приводит к снижению прочности и повышению пластичности металла. При достижении необходимой зоны разогрева свариваемые элементы с помощью гидравлического или другого механизма сближают с большой скоростью (процесс осадки) и при этом в зоне контакта образуется сварное соединение этих элементов. Преимуществом электроконтактной сварки оплавлением является ее высокая производительность. Это объясняется тем, что сварное соединение при электроконтактной сварке образуется сразу по всей площади кольцевого сечения труб, а машинное время сварки исчисляется 5-10 мин. В то же время при элекгродуговой сварке сварное соединение формируется последовательным наложением большого числа слоев шва при прохождении дуги по периметру трубы. Однако электроконтактная сварка предъявляет более жесткие требования к торцам труб (меньшие допуски по овальности, разностенности и др.). Кроме того, электроконтактная сварка характеризуется значительными пиковыми нагрузками в момент образования сварного соединения. В связи с этим для электроконтактной сварки труб большого диаметра необходимы мощные генераторы электрического тока. Так, для сварки труб магистральных трубопроводов диаметром 1420 мм требуется электростанция мощностью 1000 кВт. Это объясняется тем, что мощность для ведения электроконтактной сварки труб составляет 1 -1,5 кВт/см. Электроконтактная сварка труб осуществляется как в базовых условиях, так и непосредственно на трассе в полевых условиях с помощью стационарных или передвижных установок. Основой установ- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 [ 45 ] 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
||
 |
 |
