
|
|
|
|
Главная Переработка нефти и газа что устраняет коробление их и исключает появление закалочных дефектов (трещин, микротрещин). В зависимости от скорости охлаждения при.закалке образуются три структуры: мартенсит, троостит и сорбит. Мартенсит* получают при скорости охлаждения 180-200 град/с (рис. 36, а). Он представляет собой пересыщенный твердый раствор углерода в a-Fe. Это продукт начальной стадии распада аустенита, когда углерод при высокой скорости охлаждения не успевает выделиться в виде цементита FesC при переходе y-Fe в a-Fe, и поэтому углерод остается в кристаллической решетке  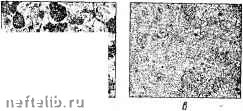 Рис. 36. Закалочные структуры (Х375): а - мартенсит; б - троостит и мартенсит; е - сорбит a-Fe В виде пересыщенного раствора. Мартенсит закалки имеет неравновесную структуру, тетрагональную решетку, игольчатое строение, высокую твердость и характеризуется наличием внутренних напряжений. Твердость мартенсита НВ 500-650. Мартенсит имеет самую низкую плотность по сравнению с другими структурами, неустойчив при нагревании, переходя в другие структуры. Троостит** является продуктом распада аустенита при скорости охлаждения 80-100 град/с (рис. 36,6). Троостит представляет собой механическую смесь феррита и цементита высокой дисперсности, так как при такой скорости охлаждения аустенит при переходе y-Fe в a-Fe распадается с образованием феррита и цементита, но рост зерна этих структур затруднен. Твердость троости-та НВ 400. Сорбит*** - продукт распадааустенита при скорости охлаждения 50 град/с. Так же, как и троостит, явля- Назвап в честь немецкого мета.чловеда Мартенса, Назван в честь французского хпмпка Трооста. Назван р честь английского ученого Сорбд, ется смесью феррита и цементита (рис. 36, е), но зерна феррита и цементита в сорбите в 10 раз крупнее, чем в троостите, так как при меньшей скорости охлаждения зерно успевает расти. Структура сорбита более вязкая, пластичная, но менее твердая (НВЗОО) по сравнению с трооститом и мартенситом. Выбирая охлаждающие среды, следует учитывать закаливаемость и прокаливаемость данной стали. Закаливаемость - способность стали к повышению твердости при закалке (определяется содержанием углерода в стали). Прокаливаемость - способность стали воспринимать закалку на определенную глубину ( глубина слоя с мар-тенситной или троосто-мартенситной структурой). Поверхностную закалку применяют в том случае, когда необходимо повысить износостойкость, твердость поверхности изделий при сохранении менее твердой сердцевины. Применяют ее и в тех случаях, когда требуется повысить твердость поверхности в ее отдельных частях, например зубья шестерен, шейки коленчатого вала и т. д. Нагрев поверхности под закалку осуществляют токами высокой частоты и реже пламенем газовой горелки. Нагрев токами высокой частоты является наиболее производительным и прогрессивным способом нагрева; можно закаливать детали разнообразных конфигураций и полностью автоматизировать процесс закалки. От неправильного проведения закалки в деталях могут возникнуть различного рода дефекты: недогрев, перегрев, перетяг, закалочные трещины, окисление и обезуглероживание, коробление, пятнистая закалка. Отпуск закаленной стали. Структуры, получаемые при закалке стали, неравновесны, тверды (особенно мартенсит), имеют внутренние напряжения, поэтому изделия сразу после закалки применяться не могут. Для устранения этих недостатков необходимо проводить отпуск. Это процесс термической обработки, состоящий в медленном нагревании изделий до температуры ниже фазового превращения, т. е. ниже точки Асх с последующим охлаждением обычно на воздухе. В результате такой обработки снимаются частично или полностью внутренние напряжения, образуется более равновесная структура, пластинчатая форма цементита превращается в глобулярную, что улучшает механические свойства (при одинаковом значении предела прочности сталь с зернистой структу- рой обладает большей вязкостью по сравнению со сталью с пластинчатой структурой). В зависимости от температуры нагрева закаленной стали отпуск бывает низкий, средний и высокий. Низкий отпуск (до 250° С) проводят с целью получения мартенсита отпуска и снятия части внутренних напряжений при сохранении твердости. Этому виду отпуска подвергают большинство деталей, мерительный и режущий инструмент. Средний отпуск (350-500° С) проводят с целью получения троостита отпуска. Такая структура обеспечивает высокий предел упругости и несколько повышает вязкость. Средний отпуск применяют при изготовлении пружин, рессор, кузнечных штампов, пресс-форм и т. д. Высокий отпуск (500-650° С) проводят для получения структуры сорбита отпуска, что обеспечивает лучшее соотношение между прочностными и пластическими свойствами, поэтому его используют для отпуска многих деталей, например осей автомобилей, шатунов двигателей, т. е. изделий, подвергающихся воздействию высоких напряжений. Для обеспечения равномерного нагрева применяются электропечи (шахтного типа) с циркуляцией нагретого воздуха при помощи вентилятора. 2. Химико-термическая обработка стали Химико-термическая обработка - процесс тепловой обработки изделий в активных средах с целью изменения химического состава, структуры и свойств поверхностных слоев. Ее проводят для повышения твердости, износостойкости и коррозионной стойкости изделий. К процессам химико-термической обработки относятся цементация, азотирование, цианирование (нитроцементация) и диффузионная металлизация. Цементация. Это насыщение углеродом поверхности изделий из низкоуглеродистых сталей (до 0,25%), в результате чего изделия становятся двухслойными - поверхность науглероживается до 0,8-1% С, а сердцевина остается ненауглероженной. Изделия после цементации подвергают отжигу или нормализации для измельчения зерна с последующей закалкой и низким отпуском, при этом сердцевина не принимает закалку, остается пластичной и может работать в условиях динамических нагрузок, а поверхность становится твердой (закалка на мартенсит). Толщина слоя чаще всего 0,5-2 мм. Цемен- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 [ 15 ] 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
||
 |
 |
