|
|
|
|
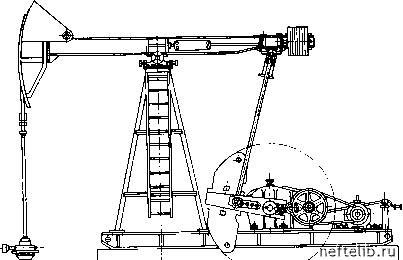
Главная Переработка нефти и газа Рис. 4.1-13. Станок-качалка типа СКН Рис. 4.1-14. Станок-качалка с пневматическим уравновешива- 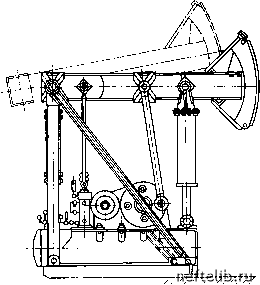 жается забойное давление. Поэтому такая установка приемлема для работы в скважинах с низкими забойными давлениями. Давление на приеме компрессора составляет 0,09 МПа (0,9 кгс/см), максимальное давление на выкиде 0,5 МПа (5 кгс/см). 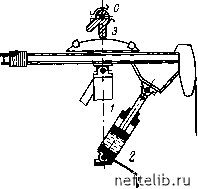 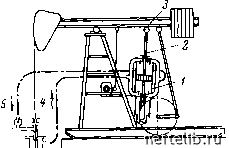 Рис. 4.1-15. Станок-качалка с гидроприводом Рис. 4.1-16. Станок-качалка типа ПК-5 с вспомогательным газовым компрессором При десяти ходах поршня в минуту установка может компримиро-вать до 350 м газа в сутки. 3. Преобразователь движения, отличный от обычных решений, показан на рис. 4.1-17. Полированный шток установки СБН-5-3015 подвешен на стальном канате /. Ведущий кривошип 2 жестко соединен с кривошипом 3 для контргруза. В этом решении потребность в стальных конструкциях намного меньше, чем в обычных станках-качалках. Максимальная длина хода полированного штока достигает 3,0 м, число ходов в минуту от 5 до 15. Максимальный вращающий момент на тихоходном валу редуктора составляет 2,26x10 Н-м. Общая масса установки 9,2 т. Подземное и устьевое оборудование. Конструкция устья штанговых насосных установок отличается от конструкции устья фонтанных и газлифтных скважин. Наиболее широко распространенная обвязка устья скважин была показана на рис. 4.1-9. Конструкции колонной и трубной головок обычно одинаковы с конструкциями других типов скважин. Однако на трубной головке устанавливается сальниковое уплотнение. Такое уплотнение предотвращает возможность утечек жидкости из труб вдоль движущегося полированного штока. Одна из конструкций сальникового уплотнения показана на рис. 4.1-18. Пр« износе сальника /, изготовленного из нефтестойкой резины, и при возможных утечках нефти головка навинчивается за ушко 2, а сальниковая набивка сжимается, что обеспечивает необходимое уплотнение. Колонна штанг с полированным штоком подвешивается на головке балансира при помощи канатной подвески, которая имеет несколько конструктивных решений. Для регулирования хода плунжера в цилинд- ре насоса подвеска должна обеспечивать возможность изменения расстояния между полированным штоком и головкой балансира. В Советском Союзе широко распространены подвески с использованием цепей Галля (рис. 4.1-19). Изменение расстояния осуществляется сменой звеньев цепи. В Венгрии это осушествляется при помощи зажима полированного штока типа Аксельсон, затягиваемого болтами и устанавливаемого па любой высоте полированного штока (рис. 4.1-20). Полированные штоки изготавливают из высокопрочных сплавов стали методом холодной протяжки. Если в продукции скважин содержатся вещества, способствующие коррозии металла, применяют коррозионно-стойкие сплавы. Диаметр полированного штока обычно на 10 мм больше диаметра штанги, подсоединяемой к нему. Штанги, применяемые в Венгрии, выпускаются по стандарту МСз 5152. Штанги. В ряде стран размеры штанг стандартизованы. В табл. 4.1-1 приведены размеры штанг в соответствии с принятым в 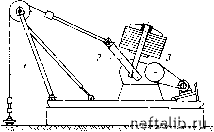 Рис. 4.1-17. Привод насосной установки типа СБН-5-3015 Рис. 4.1-18. Сальниковое уплотнение фирмы Аксельсон 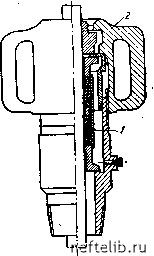 Венгрии стандартом MCz5152, заимствованным из стандарта АНИ Стд 11В. Хотя стандарты ряда стран несколько различаются, но формулы, таблицы и номограммы для их расчета в большинстве случаев могут быть использованы для расчета штанг. Наиболее широко применяются штанги с резьбами (наружными) на обоих концах (см. рис. к табл. 4.1-1). Соответственно эти концы имеют двухзаходные резьбы. Используют также штанги с внутренней резьбой на одном конце и наружной -на другом. Начиная с 50-х г., на штангах стали применять нарезку резьб большего размера с последующей вальцовкой для доведения ее до нужного размера (рис. 4.1-21). Затем такую обработку стали применять и для муфт. Было выявлено, что это уменьшает коррозию металла и появление опасных напряжений. В результате такой обработки штанг и муфт число аварий стало 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 [ 90 ] 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 |
||
 |
 |