
|
|
|
|
Главная Переработка нефти и газа 2. ОБЩИЕ ОСОБЕННОСТИ ДЕФОРМАЦИИ НЕРЖАВЕЮЩИХ СТАЛЕЙ Пластичность нержавеющих сталей Как правило, нержавеющие стали обладают пониженной пластичностью, т. е. пониженной способностью деформироваться без разрушения. Пластичность стали зависит от ее природы, характера напряженного состояния при деформации, а также температурных и скоростных условий деформации. Наибольшее влияние на горячую пластичность оказывает химический состав стали, определяющий ее свойства и фазовый состав при деформации. Образование избыточных фаз различного состава, находящихся в металле в виде включений, прослоек и пленок, существенно затрудняет протекание процесса пластической деформации. В этой связи влияет и ликвация химического, а следовательно, и фазового состава металла в слитке. Выбор оптимального химического состава стали даже в пределах марки, подавление процесса ликвации при разливке, диффузионное выравнивание состава при термообработке или нагреве под прокатку являются существенными условиями повышения пластичности металла. К природе стали следует также отнести ее микросостав: с одной стороны, наличие вредных элементов - цветных металлов: свинца, цинка, висмута, сурьмы, олова, мышьяка и др.; с другой - наличие поверхностно активных элементов в определенных дозах: бора, кальция, магния, церия и других РЗЭ. Микросостав стали определяется составом шихтовых материалов, методом и технологией выплавки, составом футеровки печн и оказывает существенное влияние на поведение металла при деформации. Например, если удаление ряда цветных металлов при вакуумном дуговом и электроннолучевом переплавах положительно сказывается на уровне пластичности, то испарение магния может привести к ухудшению способности к деформации. Большое влияние на пластичность оказывают темпе-ратурно-скоростные условия, прн которых осуществляется деформация металла. В большинстве случаев с повышением температуры пластичность металла возрастает, сопротивление деформации уменьшается, повышается производительность станов. В связи с этим обычно стремятся деформировать металл нри более высоких температурах. Однако для нержавеющих сталей при выборе тем--пературы нагрева и деформации следует учитывать на только опасность пережога, но и фазовое состояние металла, рост зерна и т. п. факторы, существенно влияющие на горячую пластичность и свойства прокатанной 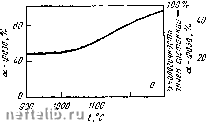 !200 ШО ча
то г IP II юоо IWO 120о то Рис. 72. Влияние температуры нагрева на соотношение фаз и технологичность сталей: о-ферритного н феррито-аустеинтного классов; б - аустеннтного класса (а-фаза <20%); У - технологичность; 2 - соотношение фаз стали. Схематически это влияние по данным ,А. А. Бабакова приведено на рис. 72. Значительное влияние на пластичность металла оказывает и характер напряженного состояния. Хотя иа пряженное состояние металла прн прокатке и свободной ковке рассматривают как соответствующее всестороннему неравномерному сжатию, в действительности в результате неравномерности деформации оно может быть различным, включая схемы с растягивающими напряжениями. При этом снижается пластичность стали. Таким образом, при разработке технологии передела необходимо обеспечить наибольшую пластичность металла. Механические свойства и сопротивление деформации нержавеющих сталей Нернавеющие стали имеют, как правило, высокие прочностные свойства при температурах деформации. Данные по пределу прочности, полученные в одинаковых условиях, обобщены в работе [215]. Сопротивление деформации сталей Х18Н10Т и 4X13 превышает эту характеристику для Ст.1 в 1,6 раза. 19-27 Повышенным сопротивлением деформации обладают стали с наибольшей легированностью аустенита, особенно содержащие интерметаллидные соединения и карбиды вольфрама и молибдена. Сопротивление деформации зависит от температуры: и с понижением оно увеличивается. Верхний предел температуры деформации определяется температурой перегрева и пережога стали, которая на 100-200 град ниже температуры плавления стали, и кривой пластичности стали. Если сталь обладает высокой температурой начала рекристаллизации, то ограничивают и температуру конца прокатки (ковки). Она должна быть выше температуры рекристаллизации, так как при снижении температуры происходит упрочнение сталииросг сопротивления деформации. Для однофазных феррптных сталей рекомендуется оканчивать прокатку при пониженных температурах, чтобы обеспечить мелкую и равномерную структуру, хотя при этом и возрастает сопротивление деформации. Для многих нержавеющих сталей необходимо производить деформацию в узком интервале температур, но при этом нежелательно применять малые обжатия по проходам, так как большое число проходов ведет к ухудшению качества металла. Станы для прокатки нержавеющих сталей должны учитывать эти особенности и иметь повышенные прочность и мощность двигателя: контрольно-измерительная аппаратура должна обеспечить высокую точность температурного режима нагрева. Уширение и опережение нержавеющих сталей Нержавеющие стали всех классов при деформации уширяются больше, чем углеродистая сталь. Например, ферритные стали уширяются больше углеродистой стали примерно в 1,6 раза, аустенитные - в 1,4 раза, мартен-ситные - в 1,3 раза. С ростом температуры уширение нержавеющих сталей возрастает. Повышенное уширение должно учитываться при калибровке валков и разработке схем деформации, так как в противном случае трудно обеспечить удовлетворительное качество поверхности прокатанного металла. Хромистые и хромомарганцевые стали при всех обжатиях характеризуются большим опережением, чем Ст.1, тогда как сталь Х18Н10Т имеет меньшее опережение. Процесс передела нержавеющих сталей характеризуется также рядом других особенностей: при нагреве и охлаждении металла (в связи с чувствительностью ряда сталей к напряжениям), при деформации (склонность к налипанию), при порезке и зачистке прокатанного металла. 3. ОСОБЕННОСТИ ПЕРЕДЕЛА СЛИТКОВ ХРОМИСТЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ Для хромистых нержавеющих сталей характерна пониженная теплопроводность, которая лишь немного выше теплопроводности стали Х18Н10Т. Отсюда необходимо слитки нагревать медленно под горячую обработку. При быстром нагреве слитков из-за разницы температур поверхности и середины возникают внутренние напряжения, которые приводят к «скворечникам». Высокое сопротивление деформации требует осторожной прокатки металла с относительно небольшими обжатиями.. Пластичность феррптных хромистых сталей достаточно высока. Стали типа 1-2X13, Х17Н2, ДИ-1, ЭИ961 и т. п. являются двухфазными при температурах деформации. С учетом выбора температурной (фазовой) зоны деформации устанавливаются суженные пределы химического состава металла при выплавке (табл. 44). Как правило, предпочитают прокатку в аустенитной области, хотя при этом ниже температура прокатки и выше сопротивление деформации. Лишь стали, имеющие очень широкий интервал двухфазного состояния, целесообразно нагревать высоко, до перехода в ферритное состояние. Для этих сталей особенно важна точность температуры нагрева, так как превышение заданной температуры сразу ведет к пережогу. Рекомендуется также нагрев производить в ближайших к стану нагревательных колодцах и выдавать слитки небольшими партиями, чтобы сохранять при деформации ферритную структуру стали, определяемую высокой температурой металла. При задержках на стане необходимо слитки или недока-ты возвращать в нагревательные колодцы. Мартенситные стали 2-4X13 и некоторые другие обладают повышенной чувствительностью к напряжениям. Таблица 44 Суженные пределы химического состава ряда сталей
В связи с чем нх нужно медленно нагревать и медленно охлаждать по окончании горячей механической обработки. Ферритные стали Х25, Х28, Х25Т менее чувствительны к нагреву стали. Температура конца прокатки или ковки ферритных сталей поддерживается довольно низкой из-за необходимости получения мелкозернистой структуры: эти стали очень склонны к росту зерна при высоких температурах. Рост зерна происходит и в процессе прокатки. Оптимальная температура конца горячей деформации находится в диапазоне 800-850° С. Более высокая температура приводит к получению крупного зерна, более низкая -к наклепу. Желательно быстрое охлаждение металла после горячей деформации для получения мелкозернистой структуры. Нагрев слитков хромистых нержавеющих сталей может производиться с холодного и горячего посада. Хо-лодные слитки стали типа 0-1X13, 1Х17Н2 массой 2-3 т сажают в подогревательную камеру рекуперативных на- гревательных колодцев, имеющую температуру не выще 550°С. Общее время нагрева слитков в подогревательной ячейке составляет 7-8 ч, при этом в течение 1 ч слитки выдерживают без подачи газа, затем равномерно нагревают до 800° С и в течение 2 ч выдерживают при этой температуре. Подогретые слитки пересаживают в нагревательные ячейки с температурой около 1000° С. В последних температуру повышают с максимальной скоростью (практически за 2-3 ч) до 1320° С, а затем до 1350-1360° С. При этих температурах слитки выдерживают по 2-2,5 ч. Такой режим нагрева обеспечивает удовлетворительную прокатку металла, температура которого в конце прокатки превышает 900° С. Если слитки подаются из сталеплавильного цеха в прокатный в горячем состоянии, то, естественно, нагрев в подогревательной ячейке не производится. Нагревательная ячейка, в которую сажают горячие слитки, имеет температуру, отличную от температуры слитков не более чем на 250-300 град. По окончании посадки слитки выдерживают без подачи газа 15- 30 мин, после чего нагревают по режиму слитков холодного всада. Из-за склонности стали 1Х17Н2 к образованию рванин по ребрам раскатов на некоторых заводах слитки массой 1100 кг подвергают ковке на 7-т молотах после нагрева в методических печах до 1200° С. На одном из заводов слитки массой 2,7 т прокатывают на блюминге за два передела с зачисткой промежуточной заготовки сечением 300X300 мм и обеспечением удовлетворительной поверхности крупного сорта. Заметный эффект дает и промежуточный подогрев горячих раскатов 300X300 мм. Однако такая технология значительно осложняет производство. Холодные слитки сталей (0)Х17Т, Х25Т и др. сажают в подогревательную ячейку, имеющую температуру не выше 300° С, и выдерживают без подачи газа 2 ч. В этой ячейке производится подогрев до 800° С в течение 8-9 ч со скоростью около 60 град/ч. После выдержки 1 ч слитки пересаживают в нагревательную ячейку с температурой не выше 900° С. В этой ячейке производится равномерный подъем температуры до 1200° С (по потенциометру) за 2 ч 30 мин и томление при этой температу-ре в течение 1 ч 30 мин (для горячего всада 1 ч). Нагрев холодных слитков стали 4Х9С2 и 4Х10С2М [ведется в два этапа: сначала в подогревательной ячейке 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 [ 47 ] 48 49 50 51 52 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
