|
|
|
|
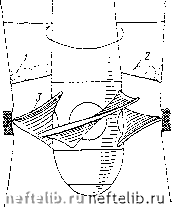
Главная Переработка нефти и газа Рис. 14.5. Карта износа рабо-чи.х органов осевого насоса (см. экспликацию к рис. 14.4) Интенсивность износа элементов проточной части насосов вследствие кавитации и истирания взвешенными паносами находится в прямой зависимости от режимов работы. Выбор режимов работы агрегатов с учетом экономичности их эксплуатации и создания оптимальных условий для защиты от кавитационно-абра-зивного износа оборудования в большинстве случаев является сложной задачей, для обоснованного решения которой в начальный период эксплуатации насосной станции на основе анализа конкретных условий должны быть проведены следующие мероприятия: 1) найдены режимы работы насосов, удовлетворяющие максимальной экономичности работы станции в целом и исключающие вообще или ослабляющие интенсивность кавитационно-абразивного разрушения деталей; 2) выявлены режимы работы, наиболее опасные с точки зрения кавитационно-абразивного разрушения оборудования; 3) о.пределена экономически оправданная продолжительность межремонтного периода эксплуатации с учетом изменения энергетических характеристик оборудования вследствие износа (см. рис. 14.1) и стоимости капитально-восстановительного ремонта. Поскольку интенсивность кавитационного и абразивного разрушения, как это установлено многочисленными исследованиями, находится в прямой степенной зависимости от скорости потока, то уменьшение подачи насоса ниже расчетного значения может в какой-то мере продлить межремонтный период эксплуатации. Однако при соблюдении требований водопотребителя это приводит к увеличению числа агрегатов ня станции и может быть рекомендовано лишь после всестороннего рассмотрения и экономического сравнения возможных вариантов. Знание механизма кавитационно-абразивного разрушения в сочетании с анализом характера и особенностей движения потока через рабочие органы позволяет в отдельных случаях повысить износостойкость продлить межремонтный период эксплуатации насосов за счет изменений в конструкции их проточной частиЧ Многочисленные научно-исследовательские работы, проведенные в лабораторных и натурных условиях, а также обширный опыт отечественного и зарубежного гидромашиностроения указывают на возможность существенного повышения износостойкости насосов путем изготовления их деталей из материалов, способных противостоять кавитации и абразивному воздействию наносов. В силу своей экономичности наибольшее распространение в насосостроении получили чугун и углеродистые нелегированные стали. Однако их износостойкость невелика. В условиях кавитационной эрозии хорошо зарекомендовали себя алюминиевая и марганцевая бронза. Благодаря этому, а также «з-за своей высокой антикоррозионно-сти «они находят довольно широкое применение при изготовлении деталей центробежных насосов, особенно рабочих колес. Однако из-за относительно низких прочностных показателей из бронзы изготовляют только детали небольших размеров. Детали крупных центробежных и осевых насосов, работающих в условиях кавитации, изготовляют из железоуглеродистых сплавов. При слабой интенсивности кавитационного воздействия применяют низколегированные стали 20ГСЛ; при средней интенсивности кавитационной эрозии хорошо зафекомен- Карелин В. Я. Износ лопастных гидравлических машин от кавитации и наносов. М., «Машиностроение», 1970. довали себя нержавеющая сталь 20X13 НЛ и стали мартенситного класса 1X13 и 2X13. В жестких кавитационных услоаня.х высокую сопротивляемость эрозии показала нестабильная хромомарганцевая аустенитная сталь ЗОГ10Х10, са.моупрочняющаяся при пластических деформациях. Наблюдения, проведенные в условиях гидроабразивного из«аши1вания, показыва-ют, что легированные стали обладают большей сопротивляемостью к воздействию взвешенных наносов, чем углеродистые. В этом отношении они являются предночтнтельны-мн, как и при выборе материала для деталей, подверженных кавитационной эрозии. Весьма .незначительна абразивная износостойкость бронзы, что, несомненно, объясняется .• ее сравнительно невысокой твердостью. Абразивная износостойкость чугуна, по данным ВНИИГидромаша, может изменяться в широких пределах в зависимости от его химического состава и способа обработки. Если износостойкость серого чугуна сравнительно невелика, то сплавы белого мартен-слтового чугуна и термически обработанный высокохромистын чугун по своей сопротивляемости абразивному износу лучше углеродистых сталей. Сложность состава, высокая стоимость высоколегированных сталей и цветных сплавов делают нерациональным их применение в массивных деталях, работающих в условиях кавитационно-абразивного воздействия. Поэтому используют обычный чугун, литую бронзу и толстолистовую сталь, которые имеют низкую кавитационно-абразивную стойкость. При изготовлении деталей насосов из этих материалов довольно широко применяют метод покрытия их рабочих поверхностей более стойкими к кавитационно-абразивному износу материалами- нержавеющими сталями и алюминиевой бронзой, а также специальными сплавами, наносимыми на поверхность основного металла электродной наплавкой. Все большее распространение получают такие материалы, как нейлон, резина и пластмассы. Поверхность изнашиваемой детали защищается покрытием из этих материалов, периодически восстанавливаемым по мере износа. Основной материал детали при этом не изнашивается. § 86. ПРОФИЛАКТИЧЕСКИЙ И КАПИТАЛЬНЫЙ РЕМОНТ ОБОРУДОВАНИЯ Планово-профилактический и капитальный ремонт оборудования насосных станций проводится в соатветствии с положением о проведении ремонтов, утвержденным Госстроем СССР, а также с «Правилами технической эксплуатации водопроводов и канализации», утвержденными приказом по Министерству коммунального хозяйства РСФСР. Наблюдение за состоянием насосного и электрического оборудования, арматурой, аппаратурой и электродвигателями проводится обслуживающим персоналом. Дежурный персонал и руководители эксплуатационных бригад обязаны записывать все замеченные недостатки в сменные журналы. Текущий ремонт проводят для предохранения оборудования насосных станций от преждевременного износа и от аварий; заключается этот ремонт в устранении мелких повреждений и неисправностей. Все работы по текущему ремонту подразделяются на две группы: а) профилактический ремонт, заранее планируемый по объему и времени его исполнения; б) непредвиденный ремонт, выполняемый в срочном порядке. Текущий ремонт осуществляется силами эксплуатационного персонала насосной станции или силами ремонтных бригад под руководством главного инженера или начальника насосной станции. В соответствии с «Правилами технической эксплуатации водопроводов и канализации» осмотр технического состояния насосов, электродви- гателей, контрольно-измерительной аппаратуры должен производиться ежемесячно. Перечень работ, относящихся к текущему ремонту, приведен в «Положении о проведении планово-предупредительного ремонта водопроводно-канализационных сооружений». На основании этого документа на насосной станции составляют календарный план профилактического осмотра оборудования, который- утверждает главный инженер управления водопровода или канализации.- При проведении профилактического осмотра и ремонта оборудования составляют подробную дефектную ведомость- замеченных неисправностей и журнал осмотра и ремонта оборудования. Вывод насосного агрегата на профилактический осмотр и ремонт предварительно согласуется с диспетчером. После отключения агрегата снимают оперативный ток и проводят все необходимые мероприятия, предусмотренные правилами технической эксплуатации и правилами техники безопасности обслуживания электроустановок промышленных предприятий, в соответствии с планом проведения работ. При профилактическом ежемесячном осмотре необходимо обращать особое внимание на вращающиеся винтовые соединения (гайки соединительных фланцев вала и т. д.), а также на болтовые соединения по разъе.му корпуса насоса, фланцевые соединения всасывающих линий, буксы сальника и на другие детали насоса. Во время осмотра электродвигателя необходимо следить, чтобы двигатель был чистым и в него не попадали вода и масло. Продувать машину сухим сжатым воздухом следует не реже одного раза в месяц. Особо тщательно нужно следить за чистотой подшипников, обмоток, масляных ванн, контактных колец, коллектора, щеток, токоподводов и вентиляционных каналов. Чистоту масла проверяют при профилактическом осмотре не реже одного раза в месяц - показателем для его замены является потемнение, накопление воды и грязи или повышенный нагрев подшипников. Заменять масло следует не реже одного раза в полгода у электродвигателей и не реже одного раза в квартал у насосов. Текущий ремонт производится за счет эксплуатационных расходов и включается в промфин- . план насосной станции. План капитального ремонта оборудования составляют на. основе данных профилактического осмотра и контроля энергетических характеристик насосного агрегата и утверждают в вышестоящей организации. В процессе капитального ремонта заменяют изношенные конструкции, узлы и детали. По экономическим соображениям иногда целесообразно вместо капитального ремонта установить новые насосные агрегаты, имеющие более высокий КПД. За счет средств капитального ремонта можно производить наладочные работы по автоматизации управления насосными агрегатами, а также наладочные работы по интенсификации и установлению оптимального режима работы насосной станции. При остановленном насосе проверяют и при необходимости заменяют: а) рабочее колесо; б) подшипники (у крупных вертикальных насосов проверяют состояние подшипника и зазора между вкладышем подшипника и шейкой вала); в) торцовое резиновое уплотнение; г) вкладыш резинового подшипника; д) шейку вала, покрытую нержавеющей сталью (у крупных вертикальных насосов). Защитная пленка вала (в зоне подшипника и торцового уплотнения) из нержавеющей стали весьма быстро выходит из строя. Во время капитального ремонта насоса защитную пленку наносят вновь методом электросварки под слоем углекислого газа с последующей проточкой на токарном станке и шлифовкой. Если во время эксплуатации насосного агрегата замечено .попадание воды в масляные ванны, то при проведении капитального ремонта необходимо произвести испытание маслоохладителя на отсутствие течи. Маслоохладители сначала испытывают до установки в крестовины двигателя. Вторично их испытывают после установки (совместно с собранным в пределах двигателя водопроводом) гидравлическим давлением 0,3 МПа в течение 5 мин. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 [ 92 ] 93 94 95 96 97 98 99 100 |
||
 |
 |