
|
|
|
|
Главная Переработка нефти и газа Рнс. 13.3. Рытье траншеи роторным экскаватором  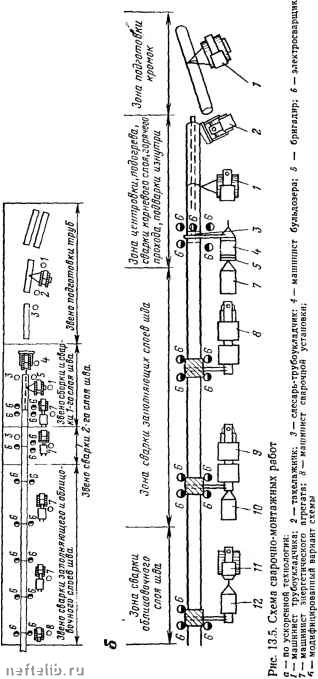  Рис. 13.6. Сварка корневого слоя  Рнс. 13.7. Сварка заполняющих слоев стыках - зачистка и сварка заполняющих слоев (рис. 13.7), на девятом - сварка облицовочного слоя. Циклограмма этих работ показана на рис. 13.8, где цифрами обозначены: / - сварка облицовочного слоя, 2 - сварка заполняющих слоев, 8 - зачистка швов, 4 - горячий проход, 5 -шлифовка стыка, 6 - сварка корневого слоя, 7 - подогрев стыка газовыми горелками, S -центровка, 9 - строповка секций и зачистка кромок труб. Время переходов на рисунке показано штриховкой. Эта технология требует тщательной координации действий всех членов бригады, состоящей из 35-40 человек, в том числе 17-18 сварщиков. Широкое применение описанной технологии на производстве показало ее высокую эффективность. Скорость наращивания трубопровода за смену достигает 3 км при средней норме 1,5-2,5 км в зависимости от условий строительства. На рис. 13.5,6 показан модифицированный вариант схемы 13.5, а, применяемый в бригаде Б. Дидука из Главсибтрубопро-водстроя. В бригаде заняты 32 электросварщика, 4 монтажника, 4 машиниста-трубоукладчика, 8 машинистов-дизелистов, 2 бульдозериста. Расстановка специалистов и машин понятна из рисунка 13.5, б. Трактором 11 транспортируется вагон-домик с вьшря.мителями и реостатами 12\ на базе К.-701 {8 и 9) установлены сварочные агрегаты (к трактору 9 прицеплена емкость для горючего 10). В один блок объединены бытовые помещения 7, оборудование для подогрева стыков 5, электростанция 4. В пристыковываемой секции находится центратор 3. Тракторами-трубоукладчиками 1 и бульдозером 2 транспортируют и пристыковывают секции наращиваемого трубопровода. Группировка сварщиков 6 ясна из рисунка. Схема 2. Трубопровод наращивается из секций методом контактной сварки с помощью оборудования «Север-1» и по технологии, разработанной институтом электросварки им. Е. О. Патона. В трубопровод вводится устройство, центрирующее и устанавливающее в необходимое положение стыкуемую секцию труб. Момент введения этого устройства показан на рис. 13.9. Затем на устройство с удлинителем для подключения системы энергоснабжения и приборов автоматического управления и контроля за ходом процесса сварки стыка надвигается секция труб и к внутреннему устройству подключается система энергопитания и контроля (рис. 13.10). Далее секция автоматически пристыковывается к трубопроводу (рис. 13.11), стык снаружи закрывается кожухом и разогревается, затем осуществляются контактная сварка с надвижкой секции на трубопровод и механическая обработка стыка внутри и снаружи (очистка его от наплывов шлака, металла и т. п.). Весь процесс от момента окончания сварки предыдущего стыка до окончания сварки последующего продолжается не более 15 мин. В составе сварочно-моитажиой бригады заняты два 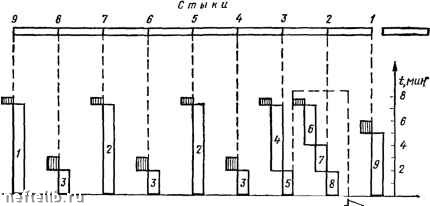 Рис. 13.8. Циклограмма сварочных работ I , Определяющая операция  Рис. 13.9. Введение устройства «Север-1» внутрь трубопровода 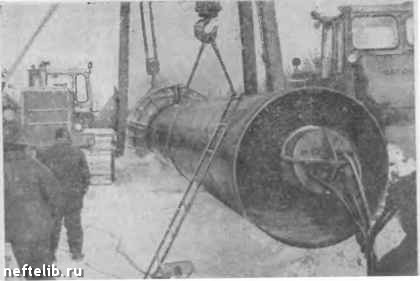 Рис. 13.10. Подсоединение электропитания и контрольной управляющей системы  Рис. 13.11. Стыковка секции к трубопроводу 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 [ 50 ] 51 52 53 54 55 56 57 58 59 60 61 62 63 |
||
 |
 |

