
|
|
|
|
Главная Переработка нефти и газа ( металлические формы), под давлением, по выплавляемым моделям, в оболочковые формы 4.2.1 Литье в кокиль Особенностью литья в металлическую форму (в кокиль) (рис.4.2) является невозможность разрушения формы после заливки, поэтому кокиль проектируется так, чтобы отливку можно было извлечь простым переворачиванием формы или разьемом ее по плоскостям стыка. Это определяет ограничение по форме получаемых отливок: форма должна быть достаточно простой, иметь уклоны для легкого извлечения. Естественно, материал формы должен обладать достаточной жаростойкостью. Обычно таким способом производятся отливки из медных сплавов (температура плавления менее 1000°С) и из алюминиевых сплавов (температура плавления менее 650°С). Поэтому кокили изготавливают из стали (Тпл=1559° С) или чугуна. Масса отливок ограничена возможностью изготовления крупногабаритных кокилей и обычно не превышает 250кг. Преимуществом является многократное использование формы, простота автоматизации процесса, низкая себестоимость отливок, большая точность получаемых отливок, низкая шероховатость поверхности, СХЕМА ЛИТЬЯ В КОКИЛЬ 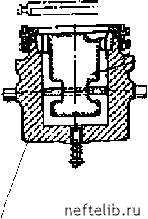 i к. ОКИ W для и Кокиль перевернзгг извлечения отливки Кокиль с установленным в нем керамическим стержнем 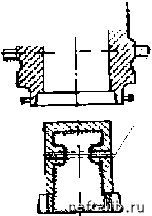 Отливка со стержнем внзгфи., который надо удалять отсутствие в металле отливки неметаллических включений. Рис.4.2 4.2.2 Центробежное литьё Заполнение формы жидким металлом определяется его жидкотекучестью и силами, действующими на частицы жидкости. При обычных методах литья такие силы создаются за счет гравитационного поля земли (силы тяжести). Однако, в ряде случаев, этих сил недостаточно, чтобы обеспечить проникновение жидкости в тончайшие каналы формы. За счет быстрого вращения формы можно создать дополнительные, центробежные силы, действующие на расплав, которые могут значительно превышать силы тяжести и обеспечивать заполнение жидкостью тонких элементов формы. С помощью этих сил можно даже производить формообразование отливки, как, например, при литье труб, втулок, дискообразных изделий (рис.4.3). Центробежное литье широко применяется в ювелирной промышленности, когда требуется получение тонкого профиля на поверхности отливок, а сами они достаточно ажурны и форма для их отливки имеет тонкие каналы, куда, при обычных условиях заливки, жидкий металл просто не проникнет. СХЕМЫ ЦЕНТРОБЕЖНОГО ЛИТЬЯ  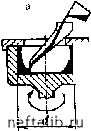   а - отливка труб , 6 ,в,д - отливка дисков, г - отливка втулок, е - отливка деталей произвольной формы (центробежные силы используются только для уплотнения структуры металла) Рис.4.3 4.2.3 Литье в оболочковые формы Литье в оболочковые формы появилось как попытка автоматизировать изготовление разрушаемых форм. На нагретую модель, выполненную из металла, насыпается смесь песка с частицами неполимеризованного термореактивного материала (рис.4.4). Выдержав эту смесь на поверхности нагретой заготовки определенное время, получают слой смеси, в котором частицы пластмассы расплавились и полимеризовались, образовав твердую корку (оболочку) на поверхности модели. При переворачивании резервуара излишняя смесь ссыпается, а корка, с помощью специальных выталкивателей, снимается с модели (а). Далее, полученные таким образом оболочки , соединяют между собой склеиванием силикатным клеем, устанавливают в опоках и засыпают песком, для обеспечения прочности при заливке металла (в). Также получают керамические стержни для формирования внутренних полостей отливок (б). Основное преимущество этого вида литья по сравнению с литьем в песчано-глинистые формы - простота автоматизации получения форм. Но надо отметить, что таким способом невозможно получать крупногабаритные отливки, изделия особо сложной формы. Таким способом отливают, например, радиаторы парового и водяного отопления, детали автомобилей и ряда машин. 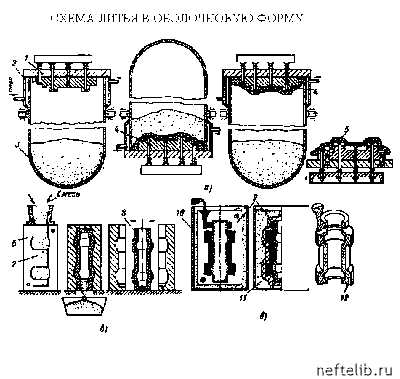 Рис.4.4 4.2.4 Литьё по выплавляемым моделям Обычно, трудности создания формы связаны с необходимостью извлечения модели из формы после ее уплотнения или затвердевания. Понятно, что не любая модель может быть извлечена и в ряде случаев желательно, чтобы после формовки модель как бы исчезла,"испарилась", освободив полость под заливку жидкого металла. С древнейших времен известно литье по выжигаемым моделям, когда модель, выполненная из дерева или другого органического материала, выжигалась из формы при ее прокаливании на огне. Но такой метод литья может быть оправдан только при создании уникальных художественных отливок, так как изготовление новой модели было бы чрезвычайно трудоемко. В настоящее время модели изготавливаются из легкоплавкого материала - смеси стеарина и парафина, которая извлекается из формы выплавлением. Изготовление модели осуществляется отливкой в специальной металлической форме (2) (рис.4.5), которая выполняется с высокой точностью и поверхность ее полируется. Полученные модели (восковки) (3) собираются в куст на модель литниковой системы (4) выполненной также из лекгоплавкой смеси парафинов. Сборка их 0 1 2 3 4 5 6 7 8 9 10 11 12 13 [ 14 ] 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 |
||
 |
 |
