
|
|
|
|
Главная Переработка нефти и газа весьма проста, так как они легко соединяются местным расплавлением контактных зон, что производится нагретым ножом (шпателем) (5). Полученная групповая модель погружается в суспензию, состоящую из мелкомолотого кварцевого песка и связующего (этилсиликат) (6). На поверхности модели многократным окунанием в суспензию и взвесь песка (7) и высушиванием создается толстая (4-8мм) керамическая корка. Извлечение модели из корки производят выплавлением (9) в горячей воде, а остатки парафина удаляются при последующем прокаливании формы (10). Перед заливкой металла форма устанавливается в ящик и засыпается песком (11). 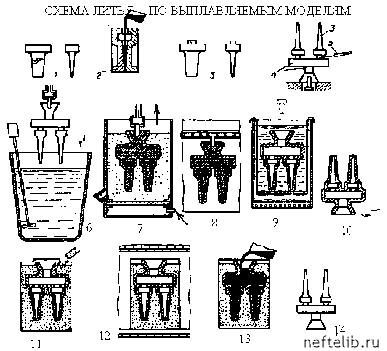 Рис.4.5 Преимуществом данного вида литья является возможность получения чрезвычайно сложных по форме отливок (например, турбинных лопаток). Так как форма может быть получена из любой жаропрочной керамики, то нет ограничений по температуре плавления заливаемого металла. Высокая точность и низкая шероховатость поверхности получаемых изделий обеспечивается применением тонкодисперсных материалов для изготовления керамической формы. В основном применяется для отливки изделий из стали, жаропрочных сплавов (детали двигателестроения, турбин и т.д..). Метод не позволяет получать крупногабаритные изделия, хотя в художественном литье возможности метода при создании уникальных изделий неограничены. В этом случае модель (восковку) изготавливает художник вручную. 4.2.5 Литье под давлением Наиболее точный метод литья, обеспечивающий получение отливок, во многих случаях не требующих дополнительной механической обработки, является литье под давлением. В этом случае расплавленый металл впрыскивается в форму и застывает под давлением от 20 до 1000 ати, что обеспечивает получение низкой пористости металла (рис.4.6). Однако стенки формы подвергаются чрезвычайно высоким тепловым нагрузкам, поэтому в прессформах из сталей отливают таким методом сплавы на основе алюминия, цинка, меди. Литье стали таким методом возможно только в формы, выполненные из жаропрочных сплавов на основе молибдена. Трудности изготовления формы, ее высокая стоимость делают рациональным применение этого способа в серийном - массовом производстве, Обычно это металлические детали бытовой техники (замки, ручки дверей и окон, детали автомобилей, шасси радиоэлектронной аппаратуры и т.д.). СХЕМА ШПЪЯ ПОД ДАБЛЕНИЕМ 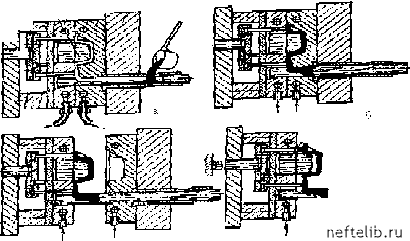 а - заливка металла в цилиндр, 6 -заливка металла в форму под давлением, в - раскрытие формы после затвердевания отливки, г - сьем отливки толкателями Рис.4.6 Сравнительные характеристики различных методов литья Таблица 4.1
Вопросы для самопроверки: 1. Какой метод литья обеспечивает наибольшую точность получаемой отливки? 2. Какие методы литья не требуют изготовления моделей? 3.В чем преимущества литья по сравнению с другими методами получения заготовок деталей машин? 4.Какие изделия получают центробежным литьем? 5. В чем состоят преимущества литья в кокиль? 6.Из каких сплавов производят отливки литьем под давлением? 7. Каким методом литья можно получить отливку станины станка длиной 10м и массой 10тонн? 8.Каким методом литья целесообразно отливать корпуса замков из алюминиевого сплава? 9.Какими физическими факторами определяется жидкотекучесть сплава при заполнении им формы? 10.Из каких материалов изготавливается форма при литье под давлением? Образец карты тестового контроля: 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 [ 15 ] 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 |
|||||||||||||||||||||||||||||||||||||
 |
 |
