|
|
|
|
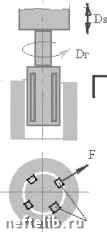
Главная Переработка нефти и газа ХОШШГОВАНИЕ I СУПЕРФИШШ1 I Ds Бруски прижаты к поверхности вращающейся заготовки и совершают , возвратно-поступательное Абразивные I - I движение бруски прижаты к поверхности отверстия под действием пружин или гидравлического давления Рис.8.7 Хонингование в настоящее время широко применяется цилиндров двигателей, компрессоров, т.к. позволяет поверхности хорошо удерживающий смазку. при обработке создать рельеф Абразивная обработка несвязанным абразивным порошком применяется обычно в тех случаях, когда нужно обеспечить только низкую шероховатость поверхности при невысоких требованиях к ее точности (рис.8.8). Схемы полирования кругом и лентой   Схема струйно-абразивной обработки  Поток гидр о-абразивной суспензии Поток сжатого воздуха Рис.8.8 В этих случаях абразивный материал применяется в виде порошка, паст, наносимых на поверхность эластичного и мягкого носителя (круги из кожи, фетра, различные тканевые ленты и т.д.). Достижимая шероховатость может быть предельной (менее 0,05мкм) и зависит от величины зерен применяемого абразивного материала. (Самый мелкий из применяемых абразивных порошков имеет величину зерна менее 1 мкм). Абразивный порошок в процессе шлифования или полирования может находиться и в струе быстродвижущейся жидкости (гидроабразивная обработка). При этом воздействие зерен происходит за счет их кинетической энергии и гидравлического напора. Такая обработка позволяет полировать труднодоступные для обычных методов полирования поверхности. Следует отметить, что наибольшую точность при минимальной шероховатости поверхности обеспечивает притирка (рис.8.9), при которой абразив в виде пасты или порошка наносится на специальный инструмент -притир, который выполняется из материала менее твердого, чем обрабатываемый. СХЕМЫ ПРИТИРКИ ТОЧНЫХ ПОВЕРХНОСТЕЙ Притирка цилиндрического отверстия
Притирка сферического зеркала  Притираемая поверхность Притирка конического отверстия F - усилие прижима Рис.8.9 В процессе движения поверхности притира относительно обрабатываемой поверхности частицы абразива внедряются в поверхность притира " шаржируют" его. При этом они снимают тончайшие стружки с поверхности обрабатываемого изделия. При притирке обрабатываемая поверхность приобретает геометрические параметры поверхности притира, или ее геометрия определяется кинематикой движения притира и заготовки друг относительно друга. Притирка позволяет повысить точность до 1-2 квалитетов и, в ряде случаев, получить шероховатость поверхности до Ra=0,05мкм. Вопросы для самопроверки: 1.Какие материалы используются в технике в качестве абразивных? 2.Какие виды связок применяются при изготовлении абразивного инструмента? 3.Что характеризует твердость шлифовального круга? 4. За счет чего происходит самозатачивание шлифовального круга? 5.С какой целью проводится шлифование заготовок деталей машин? 6.Какова основная цель полирования поверхностей деталей машин? 7. С какой целью проводится притирка поверхностей деталей машин? 8.Из каких составляющих состоит абразивный инструмент? 9.Чем обусловлена предельная скорость вращения шлифовального круга? 10.Назовите типичный диапазон скоростей главного движения при шлифовании. Образец карты тестового контроля: 1. Какие материалы абразивных зерен следует применять при шлифовании стали: а). Электрокорунд, эльбор б). Карбид кремния, алмаз в). Карбид бора 2. Какую наивысшую точность размеров можно достичь при обработке шлифованием: а). 12 квалитет б). 6 8 квалитет в). 914 квалитет 3. Какие параметры заготовки и процесса шлифования определяются величиной зерен шлифовального круга: а). шероховатость, производительность б). точность, себестоимость в). нагрев заготовки, самозатачиваемость шлифовального круга 4. Какие материалы можно обрабатывать шлифованием: а). только твердые и хрупкие б). все в). кристаллические 5. Почему шлифованием нельзя полностью заменить обработку резанием: а). из-за низкой производительности б). из-за вредности процесса в). из-за шаржирования абразивными зернами обработанной поверхности 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 [ 29 ] 30 31 32 33 |
|||||||||||||||||||||||||||||||
 |
 |