
|
|
|
|
Главная Переработка нефти и газа схемы химической и электрохимической ОБРАБОТКИ Химическое профильное травление Электрохимическая обработка (полирование) Растворитель (кислота, щелочь и т.д.) Заготовка \ Защитный \ слой (резист) 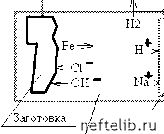 Электролит I Например NaCl / Нерастворимый катод  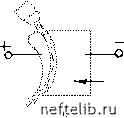 Рис.9.2 Процесс основан на анодном растворении при прохождении электрического тока через электролитический раствор. Более интенсивное растворение анода происходит в тех областях, где плотность электрического тока выше. Более высокая плотность тока образуется там, где электроды расположены ближе друг к другу. Поэтому, по истечении определенного периода после начала процесса, профиль анода (заготовки) становится эквидистантен профилю катода (инструмента) (б). При работе такого оборудования специальная следящая система поддерживает определенный средний зазор между электродами , перемещая катод -инструмент по мере растворения анода-заготовки. Таким способом можно обрабатывать сложные по форме поверхности: лопатки турбин, лопасти гребных винтов, поверхности штампов и прессформ. Отличительной особенностью процесса является независимость его протекания от механических свойств материала заготовки. НЕДОСТАТКОМ же процесса является значительный (на 2-3 порядка) больший расход энергии, чем при механической обработке, что связано с разрушением обрабатываемого материала до молекулярного уровня. Естественно, что способ позволяет обрабатывать только электропроводные материалы (металлы), не образующие прочных диэлектрических пленок на поверхности при анодном электролитическом процессе. 9.3 Ультразвуковая обработка материалов Основана на использовании энергии ультрозвуковых колебаний частотой 22-44кГц. Для возбуждения интенсивных ультрозвуковых колебаний применяют магнитострикционные и пьезокерамические преобразователи. При прохождении ультрозвука в жидкости содержащей мелкие частицы абразива (суспензия) возникают также колебания этих частиц с максимальной скоростью V = 4* А* f, где А - амплитуда колебаний, f- частота колебаний. Частицы производят микроудары по поверхности заготовки, выкалывая микрочастицы с ее поверхности. Так как таких ударов много, то образующиеся микрократеры сливаются и образуется единая обработанная поверхность. Схема ультрозвзгковой обработки UJ.f= 18-44кГц д Амплитуда колеба-\ НИИ 0,02-0,05мм 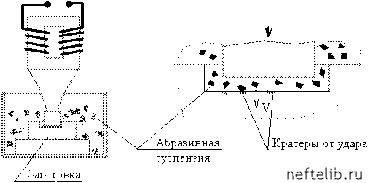 частиц абразива Рис.9.3 Интенсивность колебаний частиц абразива велика только в непосредственной близости от индентора-инструмента и обработка происходит, в основном, в зазоре между ним и заготовкой. Поэтому профиль колеблющегося индентора копируется (с некоторым небольшим зазором) на заготовке, позволяя обрабатывать поверхности сложной формы. Обработка таким способом пластичных материалов либо невозможна, либо чрезвычайно неэффективна. Это связано с тем, что при ударе частиц абразива о поверхность не происходит хрупкого выкола, а только смятие материала, без его удаления. Поэтому инденторы - инструменты, для уменьшения их износа, целесообразно выполнять из пластичных материалов (стали). Частицы абразива должны находиться в жидкой среде, так как только она способна передавать на них колебательные движения индентора. В качестве такой жидкости применяют воду, минеральные масла и т.д. Таким методом можно обрабатывать хрупкие электропроводные и диэлектрические материалы любой твердости , применяя абразивный порошок ещё большей твердости. Можно обработать даже заготовки из самого твердого из известных веществ - алмаза. Суспензия при этом также будет содержать алмазный порошок и обработка возможна только из-за различной случайной ориентации частиц абразива в процессе обработки. Так как твердость кристаллических веществ различна по разным кристаллографическим направлениям, то поворачиваясь в процессе обработки (случайно) своими более твердыми, чем заготовка, вершинами частицы производят выколы поверхности алмаза. Метод применяется для обработки деталей из стекла, ситаллов, керамики, различных кристаллов, ферритов и др. 9.4 Лучевые методы размерной обработки Такие методы основаны на удалении обрабатываемого материала испарением и плавлением под действием лучевых потоков или высокоэнергетических струй с плотностью энергии 107 - 109 Вт/см2 При электронно-лучевой обработке, сфокусированный поток электронов испаряет вещество заготовки образуя кратер (отверстие) соответствующее пятну фокусировки. Так как пучок электронов можно сфокусировать в пятно размером до 0,01 мм, этим методом можно обрабатывать отверстия малого диаметра или производить чрезвычайно тонкие резы на материалах любой твердости, независимо от их электропроводности. Процесс может быть реализован только в условиях достаточно глубокого вакуума (< 10-5 мм рт.ст.). Поэтому наиболее перспективно его применение в космических условиях, хотя и в земных условиях он достаточно широко применяется, для чего используются вакуумные камеры различных размеров (вплоть до 10м в диаметре). Оборудование для реализации метода обычно работает в многоимпульсном режиме с частотой следования импульсов 10 -1000Гц и длительностью импульсов 15-100мкс. При этом диаметр электронного пучка в фокальной плоскости составляет 10 - 50мкм, а плотность энергии 107-108 Вт/см2. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 [ 31 ] 32 33 |
||
 |
 |
