
|
|
|
|
Главная Переработка нефти и газа Рис.5.8 Применение их в мелкосерийном и индивидуальном производстве экономически не целесообразно в связи со значительными затратами на подготовку производства (стоимость штампов). Вопросы для самопроверки: 1. Какие свойства материала определяют возможность обработки его методами давления? 2.Какой вид заготовок используют при прокатке? 3. Какими факторами определяется точность профиля прессованных изделий? 4. Почему при волочении невозможно получить большую степень утонения (обжатия) заготовки? 5.Почему ограничена сверху масса получаемых объемной горячей штамповкой заготовок? 6.От чего зависит точность контура заготовки при штамповке вырубке? 7. Какое свойство материала заготовки определяет возможность применения для ее обработки штамповки вытяжки? 8.Почему в индивидуальном производстве нецелесообразно применение горячей объемной штамповки? 9. Какие материалы перерабатываются методом прессования? 10. С какой целью нагревают материал при обработке давлением? Образец карты тестового контроля: 1. Какие изделия получают прокаткой: а). рельсы, прутки б). листы, кастрюли в). втулки, зубчатые колеса 2. Изделия какой массы можно получить горячей объемной штамповкой: а). более 1000 кг б). менее 250 кг в). менее 10 кг 3. Каким способом получают стальную проволоку 02мм а). прокаткой б). волочением в). прессованием 4. Каким способом изготавливают алюминиевые кастрюли: а). штамповкой вырубкой б). штамповкой вытяжкой в). объемной штамповкой 5. Какой способ обработки давлением позволяет получать наиболее сложные по форме изделия: а). прокатка б). прессование в). волочение 6. Сварка Сварка металлов - это технологический процесс получения неразьемных соединений за счет создания межатомных связей. Межатомные связи между частями заготовок могут быть получены в результате совместной кристаллизации после расплавления определенных зон соединяемых частей, за счет местной пластической деформации и при взаимной диффузии атомов соединяемых частей. В зависимости от температуры нагрева соединяемых частей заготовки, различают сварку плавлением и термо-механическую сварку. Сварка применяется для создания сложных по форме заготовок и деталей, при больших габаритах изделий, при необходимости электрического контакта между частями изделия. Практическое применение сварка нашла во всех отраслях промышленности: машиностроении, судостроении, приборостроении, строительстве и т. д. 6.1 Сварка плавлением Основная проблема при сварке плавлением - обеспечить расплавление локальных зон соединяемых частей при сохранении формы и свойств материала основной (большей) части заготовок. Для обеспечения этого условия необходим мощный локальный источник нагрева в качестве которого может выступать электрическая дуга, плазменная струя, лазерный луч и поток электронов. Электродуговая сварка Разработана русскими учеными Бенардосом Н.Н., Петровым В.В. Применяется в двух видах : сварка неплавящимся электродом и сварка плавящимся электродом (рис.6.1). 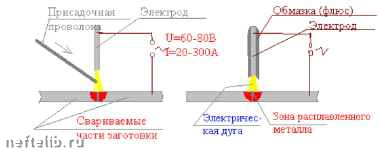 Рис.6.1 Сварка плавлением обычно возможна только в тех случаях , когда свариваемые металлы образуют при расплавлении единую сварочную ванну, т.е. растворяются друг в друге в жидком состоянии. Поэтому применяется для сварки однородных металлов. Такая сварка применяется в основном в индивидуальном производстве, при ремонте и сварке малоуглеродистых сталей в полевых условиях. Автоматическая сварка под слоем флюса (рис.6.2) позволяет значительно увеличить мощность сварочной дуги, что позволяет за один проход сваривать стальные листы толщиной до 25мм. Горение дуги под слоем флюса позволяет защитить свариваемый металл от окисления. Такая сварка может быть полностью автоматизирована. При этом перемещение сварочной дуги (всего аппарата относительно заготовки, перемещение проволоки в зону дуги) обеспечивается специальными следящими системами. Применяется при сварке стальных конструкций (корпуса химических агрегатов, цистерны, корпуса судов и т. д.) Барабан со сварочной Система сбора нерасплавленного флюса 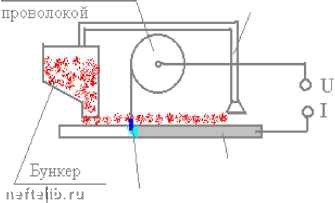 Эл.дуга \ Образовавшийся с флюсом сварной шов Рис.6.2 Установка движется относительно детали со скоростью образования сварного шва. Проволока, являющаяся плавящимся электродом, подается со скоростью ее плавления, таким образом, чтобы длина электрической дуги оставалась постоянной. Электродуговая сварка в защитном газе (рис.6.3) применяется в тех случаях, когда свариваемые металлы очень активны химически и при высокой температуре интенсивно взаимодействуют с кислородом воздуха ( окисляются или даже сгорают). К таким металлам относятся сплавы на основе алюминия, титана и ряда других, редко применяемых в технике. При этом виде сварки поток защитного газа должен омывать нагретые участки сварного шва и зону горения сварочной дуги, так как в ней непосредственно происходит плавление присадочной проволоки, выполненной из того же, что и свариваемые заготовки, материала. В качестве защитных применяются обычно инертные газы (аргон, гелий). При сварке стали высокой эффективностью в качестве защитного обладает углекислый газ. Расход защитного газа существенно удорожает получение сварных конструкций этим методом. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 [ 19 ] 20 21 22 23 24 25 26 27 28 29 30 31 32 33 |
||
 |
 |
