
|
|
|
|
Главная Переработка нефти и газа Такой вид сварки широко применяется аэрокосмической промышленности. судостроении, машиностроении, 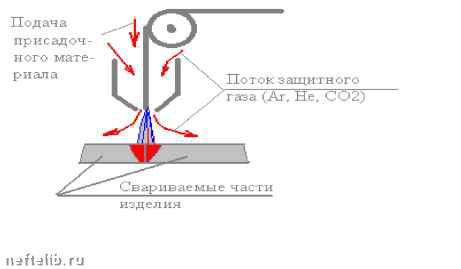 Рис.6.3 Газовая сварка (рис.6.4) Конечно расплавить металл в зоне сварного шва можно не только электрической дугой , но и пламенем, образующимся при сгорании некоторых газов в кислороде. Так при горении в кислороде водорода, ацетилена и ряда других, реже используемых газов, температура пламени превышает 3000°С. Однако пламя конечно является менее концентрированнхм источником энергии, поэтому таким методом можно сваривать только тонкие заготовки (< 5мм). Применяется такая сварка весьма ограниченно: в полевых условиях, где отсутствуют источники электрического тока, в строительстве ( сварка трубопроводов в труднодоступных местах ) и т . д. 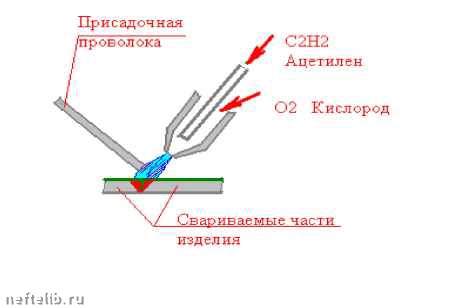 Рис.6.4 Кислород и ацетилен обычно поступают из баллонов, которые транспортируются к месту сварки. Технико-экономические показатели способов сварки плавлением Таблица 6.1 некоторых распространенных
Поток Электронная 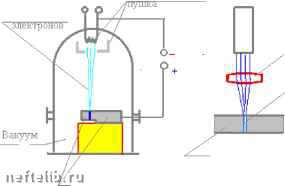 Свариваемые части заготовки Фо1суснрующая оптика Зона интенсив-ного нафева Свариваемые части заготовки Применение современных концентрированных источников тепловой энергии позволило разработать новые виды сварки, электроннолучевую и лазерную (рис.6.5), отличающиеся локальностью воздействия на обрабатываемый материал, позволяющие сваривать зачастую разнородные металлы с высокой производительностью. При этом зона расплавления может быть значительно меньше, что повышает качество соединения. Применяются данные виды сварки в аэрокосмической, судостроительной промышленности, в атомном и общем машиностроении. Рис.6.5 6.2 Термомеханическая сварка Самым древнейшим способом соединения стальных кузнечная сварка (рис.6.6), при которой заготовки при заготовок является высокой температуре Зона расплавления при различных видах сварки: ручная электро- электродуго-дуговая много- вая автомати-проходная ческая под слоем флюса электроннолучевая лазерная совместно проковываются, разделяющая их пленка окислов железа разрушается, а в результате пластической деформации кристаллы металла из 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 [ 20 ] 21 22 23 24 25 26 27 28 29 30 31 32 33 |
||||||||||||||||||||||||||||||||
 |
 |
