
|
|
|
|
Главная Переработка нефти и газа Эл еьор о н н о - л уч ев ая обработка Электронная пушка Лазерная резка материалов /". 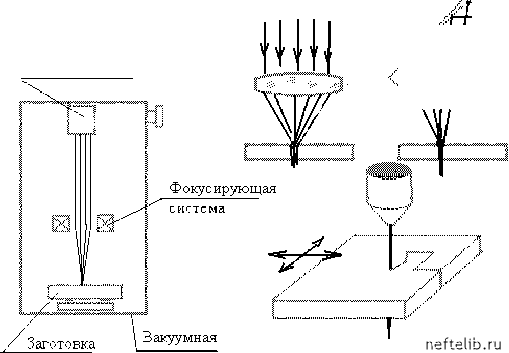 камера Рис.9.4 При лазерной обработке используются как импульсные лазеры, так и лазеры с непрерывным потоком излучения. Для обработки отверстий чаще используют импульсные лазеры, постепенно испаряя слой за слоем материал заготовки. Лазером можно производить резку самых различных материалов, перемещая луч относительно заготовки по любому, сколь угодно сложному контуру. В настоящее время таким способом производят резку металлов толщиной до 10 мм, различных пластиков, тканей, кожи и т.д. Метод также позволяет обрабатывать заготовки любой твердости. Так, с помощью лазерной обработки, получают алмазные волоки для производства проволоки, камни рубиновых подшипников (для часов). Недостатком лазерной обработки является чрезвычайно низкий КПД современных лазеров (1-2%) и наличие на поверхности реза термически изменённого слоя, что иногда недопустимо или может затруднять последующую обработку.
Вопросы для самопроверки: 1.В каких случаях рационально производить обработку электро -физическими методами? 2. Какие материалы целесообразно обрабатывать электроэрозионным способом? 3.Какова роль жидкости при электроэрозионной обработке? 4.Какие жидкости используются при химической обработке? 5.Какой процесс обеспечивает удаление материала при электрохимической обработке? 6.Почему при электрохимической обработке заготовка принимает форму близкую к форме электрода-инструмента? 7.Какие материалы целесообразно обрабатывать ультразвуковым способом? 8.Какие виды поверхностей получают при электронно-лучевой обработке? 9.Какие материалы можно обрабатывать электронно-лучевым методом? 10.За счет каких процессов происходит удаление материала при лазерной обработке? Образец карты тестового контроля: 1. Какой метод целесообразно использовать при обработке отверстий в стеклянных заготовках: а). Химический б). Ультразвуковой в). Лазерный 2. Какие группы материалов возможно обработать электроэрозионным методом: а). Стекло, кварц, корунд б). Закаленная таль, металлокерамический твердый сплав в). Дерево, пластмасса 3. При каком методе обработке плотность потока энергии. Воздействующая на обрабатываемую поверхность заготовки, выше: а). При лазерной б). При электроэрозионной в). При электрохимической 4. При применении какого метода обработки в структуру затрат входят: затраты на электроэнергию, стоимость специальной жидкости, стоимость абразивного порошка а). Электроэрозионного б). Электрохимического в). Ультразвукового 5. Какой из электрофизических методов обеспечивает наименьшую шероховатость поверхности: а). Лазерный б). Электрохимический в). Электроэрозионный 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 [ 32 ] 33 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
