
|
|
|
|
Главная Переработка нефти и газа туры легированных сталей вместо полного отжига, так как производительность и трудоемкость этих двух операций выше, чем одного отжига. Нагрев под нормализацию сортового горячекатаного проката (диаметром 13-15 мм) из конструкционной легированной стали нередко проводится на специальных установках током высокой частоты. Протиеофлокенная термическая обработка. Флокены представляют собой тонкие трещины округлой и овальной формы, возникающие вследствие структурных напряжений в стали, насыщенной водородом (более 2 см на 100 г металла). Чаще флокены образуются в процессе охлаждения стали после горячей деформации. Наиболее склонны к флокенообразованию легированные конструкционные и инструментальные стали, подшипниковые и реже углеродистые стали. Для предотвращения образования флокенов необходимо удалить водород из стали в жидком состоянии путем вакуумирования или специальной противофлокенной термической обработкой. Противофлокенной термической обработке подвергают блюмы, слябы (при прокатке на лист толщиной <40 мм) или слябы и листы (при конечной толщине листа >40 мм), крупный сортовой прокат и крупные поковки из легированных сталей. В зависимости от состава стали существует много режимов противофлокенной термической обработки. Все режимы противофлокенной обработки направлены на удаление водорода из твердого раствора в интервале температур, в котором скорость его диффузии в а-фазе максимальна при повышенной пластичности металла (640-680 "С). На рис. 90, а в качестве примера приведены режимы противофлокенной обработки поковок сечением до 700 мм из конструкционных легированных сталей перлитного класса. В процессе изотермической выдержки при 640- 660 "С протекает распад аустенита по перлитному механизму и одновременно диффузия атомов водорода к границам микропор и другим несплошностям металла. При последующем медленном охлаждении или выдержке при 200-350 "С (крупные поковки размером 800-1000 мм) атомы водорода отделяются от границ пор в сами поры с образованием молекул водорода. которые, уже не будучи в твердом растворе, не оказывают охрупчивающего влияния и по разным микроканалам или субмикронесплошностям выходят из металла в атмосферу. Эти процессы и уменьшают флокено- 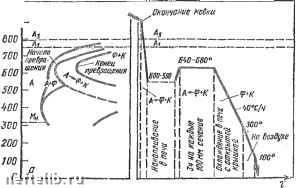 800 700 300 200 100 Гтште ксбки is 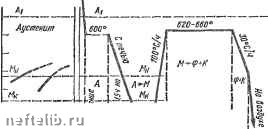 •ISlCFr Выдержка III • Iil? ! \7-Пч иа каждые 1 i -1 i i- Рис. 90. Скема противофлокенной оГфаботки легированных сталей перлитного (о) и м ртенситного (б) класса чувствительность. На рис. 90, б дана технологическая схема протиБофлокенной обработки поковок из высоколегированных сталей мартенситного класса. Переохлажденный аустенит в этих сталях обладает высокой устойчивостью и не претерпевает перлитного превращения. В этом случае поковки после окончания штамповки (ковки) накапливают в печи при 500- 600 °С, охлаждают ниже точки М„ для завершения у а-превращения и затем нагревают до 620-660 "С, при этом происходит отпуск стали (распад мартенсита в феррито-карбидную смесь) и удаление водорода. Чем выше легированность стали и чем больше сечение заготовки (поковки), тем сложнее схема обработки и более длительны выдержки. Для поковок из сложно-легированных сталей иногда дают несколько последовательных отпусков (отжигов) при 640-660 °С с предварительным охлаждением до 150-250 "С. Противо-флокенную обработку поковок часто совмещают с полным отжигом, т. е. нагревом до Лсд + (20-40 °С), охлаждением до 300-3-50 "С (или ниже = 200- 250 "С для высоколегированных сталей мартенситного класса), изотермической выдержкой при 640-660 "С и последующим медленным охлаждением до 300- 400 °С, 30-40 "С/ч и затем 20-15 "С/ч до 100 °С. Общая продолжительность противофлокенной обработки в зависимости от состава стали и размера иоковки составляет 200-1000 ч. Процесс ведут в газо->зых печах с выкатным подом. Сортовой прокат из низколегированных сталей чаще охлаждают на воздухе для протекания у а-превращения, после чего нагревают несколько ниже Aci (660- 700 "С) с последующим охлаждением на воздухе. Иногда для предотвращения образования флокенов и трещин ограничиваются замедленным охлаждением металла после прокатки в неотапливаемых колодцах (25-50 и более часов до 500-200 °С). 3. Закалка и отпуск стали Закалка заключается в нагреве стали на 30-50 "С выше Ас для доэвтектоидных сталей или Aci для заэвтектоидных сталей, выдержке для завершения фазовых превращений и последующем охлаждении со скоростью выше критической (рис. 91). Для углеродистых сталей это охлаждение проводят чаш,е в воде, а для легированных - в масле или в других средах. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки обязательно подвергают отпуску. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 [ 53 ] 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 |
||
 |
 |
