
|
|
|
|
Главная Переработка нефти и газа точки М„, чаще после охлаждения. Склонность к образованию трещин возрастает с увеличением в стали содержания углерода, повышением температуры закалки и увеличением скорости охлаждения в температурном интервале мартенситного превращения. Другой причиной образования трещин является наличие в изделии концентраторов напряжений (резкое изменение сечения изделия или местные вырезки, углубления, выступы и т. д.). Трещины - неисправимый дефект. Для предупреждения их образования рекомендуется: при конструировании изделий избегать резких выступов, заостренных углов, резких переходов от толстых сечений к тонким и т. д.; закалка с возможно более низких температур для деталей, прокаливающихся полностью; медленное охлаждение в мартенситном интервале температур, достигаемое ступенчатой закалкой; изотермическая закалка и выполнение отпуска немедленно после гакалки. Деформация и коробление. Деформация, т. е. изменение размеров и формы изделий, происходит при термической обработке в результате термических и структурных напряжений под действием неоднородных объемных изменений, вызванных неравномерным охлаждением и фазовыми превращениями. Несимметричную деформацию изделий в практике часто называют короблением (п сводкой). Оно наблюдается при неравномерном и чрезмерно высоком нагреве под закалку, неправильном положении детали при погружении в закалочную среду и высокой скорости охлаждения в мартенситном интервале температур. Исключение этих причин значительно уменьшает коробление. Коробление труднее устранить в длинных и тонких изделиях. Для уменьшения его такие детали охлаждают при закалке в зажатом состоянии (в штампах, прессах и приспособлениях). В момент протекания мартенситного превращения сталь разупрочняется; в таком состоянии она легко правится в штампе. Размеры изделия после закалки даже при отсутствии коробления не совпадают с исходными значениями. Вызываемую этими изменениями деформацию можно уменьшить подбором соответствующего состава стали и условий термической обработки. 7. Поверхностная закалка стали При поверхностной закалке на некоторую (заданную) глубину закаливается только поверхностный слой, тогда как сердцевина изделия остается незакаленной. Основное назначение поверхностной закалки: повышение твердости, износостойкости и предела выносливости обрабатываемого изделия. Сердцевина изделия остается вязкой и воспринимает ударные нагрузки. В практике более часто применяют поверхностную закалку с индукционным нагревом током высокой частоты (т. в. ч.), а для крупных деталей закалку с нагревом газовым пламенем. Закалка с индукционного нагрева Индукционный нагрев для термической обработки был впервые предложен в 1935 г. В. П. Вологдиным. Индукционный нагрев происходит вследствие теплового действия тока, индуктируемого в изделии, помещенном в переменное магнитное поле. Для нагрева изделие устанавливают в индуктор (соленоид), представляющий собой один или несколько витков пустотелой водоохлаждаемой медной трубки или шины (рис. 96). Переменный ток, протекая через индуктор, создает переменное магнитное поле. В результате явления индукции в поверхностном слое возникают вихревые токи, и в слое обрабатываемого изделия происходит выделение джоулева тепла. Плотность индуктированного переменного тока по сечению проводника (нагреваемого изделия) неодинакова. Ток проходит в основном в поверхностном слое проводника. Это явление называется поверхностным эффектом. Около 90 % тепла выделяется в слое толщиной X, см, который находится в следующей зависимости от частоты тока /, Гц, магнитной проницаемости fx, Гс/Э, и электросопротивления р. Ом -см, нагреваемого металла: х = 5000 •/р/ц/. Глубина проникновения тока увеличивается с повышением температуры и наиболее резко возрастает при температуре, лежащей выше точки Кюри (768 °С), вследствие резкого уменьшения магнитной проницае- мости при переходе стали из ферромагнитного в парамагнитное состояние. Одновременно уменьшается скорость нагрева, что нужно учитывать при установлении режима нагрева. Скорость нагрева в области темпера-Тур фазовых превращений (Ai и Ад для доэвтектоидной стали) составляет 30-300 °С/с. Для закалки при поверхностном нагреве применяют сравнительно большую удельную мощность (5- 20 МВт/м), и поэтому время нагрева незначительно: 2-50 с. 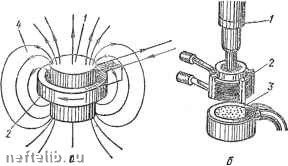 Рис. 96. Индукционный нагрев: а - схема индукционного нагрева; б - аакалка прн одновременном нагреве всей поверхности; J - деталь; 2 - индуктор; 3 - спрейер; 4 - силовые линии магнитного поля Для получения слоя толщиной 1,0 мм оптимальная частота тока составляет 50 000-60 ООО Гц, для слоя 2,0 мм -15 000 Гц и для слоя 4,0 мм ~4000 Гц. Однако уже на частотах звукового диапазона (2000- 8000 Гц) можно проводить поверхностный нагрев и закалку на глубину 1-2 мм. Глубина закалки примерно равна глубине нагрева до температуры выше критической точки; глубинные слои детали нагреваются ниже критических точек и при охлаждении не упрочняются. Так как металлургическое оборудование в основном состоит из крупногабаритных деталей, толщина закаленного слоя обычно составляет от 2-3 до 5-8 мм и более. Поэтому частоту тока чаще принимают 2,5- 8 кГц. Слой толщиной до 3-5 мм можно получить и на радиочастотах путем удлинения цикла нагрева; в этом случае тепло поступает за счет теплопроводности. Как источник электропитания используют машинные и реже ламповые генераторы. Машинные генераторы 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 [ 59 ] 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 |
||
 |
 |
