
|
|
|
|
Главная Переработка нефти и газа Инструментальную сталь в основном подвергают закалке и отпуску для повышения твердости, износостойкости и прочности, а конструкционную сталь - для повышения прочности, твердости, получения достаточной высокой пластичности и вязкости; для ряда деталей также и высокой износостойкости. Объемной закалке и отпуску подвергают многие детали агломерационного, доменного, сталеплавильного и прокатного оборудования (разнообразные валы 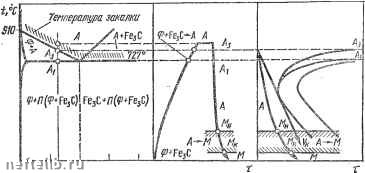 О ОЛ 0,8 Ц W%c Рис. 91. Схема закалки стали И ОСИ, зубчатые колеса и муфты, ролики и звенья цепей, ножи, правильные ролики и т. д.). Очень широко объемная закалка применяется во всех видах машиностроения. Выбор температуры закалки. Доэвтектоидные стали нагревают до температуры на 20-30 °С выше точки Ас (рис. 91), В этом случае сталь с исходной структурой перлит (П) + феррит (Ф) при нагреве приобретает структуру аустенита, которая при последующем охлаждении со скоростью выше критической превращается в мартенсит. Заэвтектоидные стали нагревают под закалку до температуры, несколько превышающей Лсц при этом образуется аустенит и сохраняется некоторое количество вторичного цементита. После охлаждения структура стали состоит из мартенсита и нерастворен-ных частиц карбидов, обладающих высокой твердостью. Для многих легированных сталей температура на грева под закалку значительно превышает критические точки Aci и Acs, что определяется малой скоростью и степенью расгворения карбидов, содержащих легирующие элементы в аустените, для получения нужной степени его легированности. Это повышение температуры во многих случаях не ведет к заметному росту зерна, так как нерастворенные частицы карбидов тормозят рост зерна аустенита. Продолжительность нагрева при аустенитизации стали. Продолжительность нагрева должка обеспечить прогрев изделия по сечению и завершение фазовых превращений, но не должна быть слишком большой, чтобы не вызвать роста зерна и обезуглероживания поверхностных слоев стали. Общая продолжительность нагрева Тобщ = Тс. п + + т„. в. где Тс. п - продолжительность сквозного прогрева до заданной (конечной) температуры; обусловлена формой и размером изделия, их расположением, типом печи, составом и свойствами стали и т. д.; hi. в - продолжительность изотермической выдержки при данной температуре, которая ке зависит от фюрмы и размера изделия и определяется только составом и исходным состоянием стали. Значение t. в должно быть минимальным (35-75 с на 1 мм сечения), но обеспечить завершение фазовых превращений в стали и необходимую концентрацию углерода и легирующих элементов в аустените. Фасонный инструмент и детали машин сложных форм при нагреве под закалку для уменьшения деформации рекомендуется предварительно подогревать в печи при 400-600 °С. Выбор среды для нагрева при термической обработке. При нагреве в пламенных или электрических печах взаимодействие печной атмосферы с поверхностью нагреваемого изделия приводит к окислению и обезуглероживанию стали. Для предохранения изделий от окисления и обезуглероживания в рабочее пространство печи вводят защитную газовую среду (контролируемые атмосферы). Чаще применяют эндотермическую атмосферу - условное обозначение КГ-80 (21 % СО; 40 % H; 2 % СН; 37 % N2) с частичным сжиганием метана (природного газа) при а -- 0,25 в присутствии катализатора. Рекомендуется при нагреве под закалку конструкционных и инструментальных легированных сталей. в последние годы все шире применяют нагрев в вакууме (обычно 10-10", но иногда до 10"-10"* Па), особенно для коррозионностойких, жаропрочных, электротехнических и специальных сталей и сплавов. Режущие инструменты, а также детали машин небольших размеров чаще нагревают в расплавленных солях. При правильном выборе состава и тщательном раскислении ванн в них обеспечивается хорошая защита от окисления и обезуглероживания. Для таких ванн обычно используют хлористые соли, чаще 70 % BaClg и 30 % NaCl и др. Охлаокдающие среды для закалки. Охлаждение при закалке должно обеспечивать получение структуры мартенсита в пределах заданного сечения изделия (определенную прокаливаемость) и не должно вызывать закалочных дефектов: трещин, деформаций, коробления и высоких растягивающих остаточных напряжений в поверхностных слоях. Скорость охлаждения выше критической скорости закалки должна быть в интервале температур Лг, -Мц для подавления распада переохлажденного аустенита в области перлитного и промежуточного превращений и замедленного охлаждения в интервале температур мартенситного превращения Afj, - /И. Высокая скорость охлаждения в мартенситном интервале температур нежелательна, так как ведет к резкому увеличению уровня остаточных напряжений и даже к образованию трещин. Чаще для закалки используют кипящие жидкости - воду, водные растворы солей и щелочей, масла. При закалке в этих средах различают три периода: 1) пленочное кипение, когда на поверхности стали образуется «паровая рубашка». В этот период (до 500- 400 °С) скорость охлаждения сравнительно невелика; 2) пузырьковое кипение (400-100 °С), наступаюшее при полном разрушении паровой пленки. В этот период происходит быстрый отвод тепла; 3) конвективный теплообмен, который отвечает температурам ниже температуры кипения охлаждающей жидкости. Теплоотвод в этот период происходит с наименьшей скоростью. При закалке углеродистой и некоторых низколегированных сталей, имеющих малую устойчивость переохлажденного аустенита, в качестве охлаждающей 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 [ 54 ] 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 |
||
 |
 |
