
|
|
|
|
Главная Переработка нефти и газа Для труб диаметром 168-273 мм применяют машину МРТ-21, а для труб больших диаметров 326-426 мм - машину МРТ-41, МРТ-51, МРТ-71, МРТ-81, МРТ-101, МРТ-121, МРТ-141. Для механизированной резки и обработки кромок труб на трассе применяют газорежущую машину "Орбита-БМ". Разделительную резку машиной "Орбита-БМ" проводят под углом 1,5; 3 и 6° для четырех типоразмеров труб с применением ацетилена и его заменителей. Техническая характеристика машины "Орбита-БМ" Диаметр труб, мм................................................... 530,720, 820, 1020, 1220,1420 Толщина стенки, мм............................................... 5-75 Температура эксплуатации, °С.............................. (40)-(-30) Относительная влажность воздуха, %................. 90 Потребляемая мощность, кВт% при напряжении 220 В................................... 0,11 при напряжении 24 В...................................... 0,1 Число резаков (РМ-ЗР)............................................ 2 Скорость перемещения резака, мм/мин.............. 100-1200 Регулирование скорости.......................................... Плавное Точность реза, мм..................................................... ±1 Давление газа, МПа: кислорода........................................................... До 0,6 ацетилена........................................................... Не менее 0,01 заменителя ацетилена...................................... 0,02 Наибольший расход газа на резак, м/ч: кислорода........................................................... 12 ацетилена........................................................... 0,55 природного газа................................................ 0,8 пропан-бутана.................................................... 0,4 Масса машины, кг....................................................... 105 Габаритные размеры ходовой части, мм............... 314X518x447 Технология тепловой газокислородной резки Процесс прямолинейной кислородной резки начинают с нагрева торца пластины до температуры воспламенения в кислороде, а практически до плавления. Далее осуществляют подачу кислородной струи, обеспечивая непрерывное окисление металла по толщине, перемещая резак по линии реза. При резке стали толщиной до 30 мм мундштук резака вначале устанавливают вертикально или с наклоном 5 - 10° в сторону, обратную направлению резки. Далее этот угол увеличивают до 20 - 30°, обеспечивая частично или полностью удаление с передней грани разреза жидких шлаков, ускоряя окисление металла и повышая производительность. Скорость перемещения резака является основным параметром режима, определяющего качество поверхности кромок и производительность процесса. От скорости резки в большей мере зависит степень прорезания металла по толщине. Ориентировочно скорость кислородной резки V= 40000 /(50-ЬЙ)мм/мин, где 5 -толщина разрезаемой стали (в мм). Кислородная резка металла в монтажных условиях является одним из основных технологических процессов. Экономическая эффективность применения кислородной резки зависит от толщины изделий. Для листов толщиной 5 мм и выше трудоемкость и стоимость кислородной резки меньше, чем резки на гильотинных ножницах. С увеличением толщины эффективность применения кислородной резки по сравнению с механической возрастает еще больше. 4.5. Виды разделок кромок труб и трубных заготовок Трубы, изготавливаемые на заводе, поставляют на трассу с разделкой кромок, предназначенной для ручной дуговой сварки. Для труб любого диаметра с толщиной стенки более 4 мм угол скоса кромок 30-35° и притупление 1-2,6 мм (рис. 4.5 а). Трубы большого диаметра с толщиной стенки д поставляют с комбинированной разделкой кромок (рис. 4.5 б), при этом размер В составляет: д, мм В, мм 16-19 7 19-21,5 8 >21,5 10 Для некоторых автоматических методов сварки кромки труб переделывают в трассовых условиях, а для соединения труб с арматурой кромки подготавливают на базах в стационарных условиях. Так, для двухсторонней автоматической сварки под флюсом применяют разделку кромок с увеличенным притуплением, форма которой зависит от диаметра и толщины стенки труб. Для труб диаметром 529-1020 мм при толщине стенки от 7,7 до 11 мм обеспечивают концы без разделки кромок (рис. 4.5 в). Трубы диаметром 529-820 мм с толщиной стенки более 11 и до 18 мм включительно имеют кромки в соответствии с рис 4.5 г, при толщине стенки труб более 18 мм, а также для труб с диаметром 1020-1420 мм с толщиной стенки более 21 мм разделку кромок обеспечивают соответст венно рис. 4.5 д. Для труб диаметром 1020-1420 мм с толщиной стенки более И мм и до 21 м включительно соответствует разделка на рис 4.5 е. При автоматической сварке неповоротных стыков труб в углекислом газе по технологии ВНИИСТ кромки имеют специальную разделку, изображенную на рис. 4.5 ж; при сварке по технологии американской фирмы "Кроуз" разделка имеет вид, изображенный на рис 4.5 з. Монтажные работы предусматривают соединение патрубков кранов с трубами. Патрубки запорной арматуры имеют стандартную и нестандартную разделки кромок. Наиболее сложная форма разделки кромок патрубков кранов для условного диаметра 1016 мм 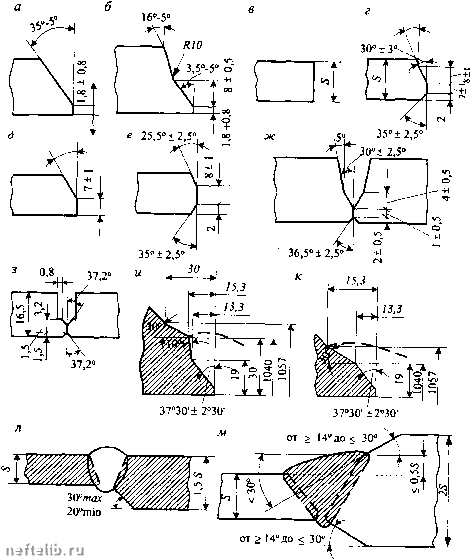 Рис. 4.5. Виды разделок кромок труб и арматуры (а, 6, в, г, д, е, ж, з, и, к, л, м) показана на рис. 4.5 и (с комбинированной разделкой) и на рис. 4.5 к (с простой разделкой). При соединении труб или патрубков допускается разнотолщинность стенок до 2S со специальной разделкой толщины стенки трубы или детали (рис. 4.5 л). Соединение труб с запорной арматурой осуществляют при условии, что толщина соединяемой кромки патрубка арматуры не превышает 2 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка в заводских условиях (рис. 4.5 л<). Если приведенные условия не выполняются, то соединение осуществляют при установке между стыкуемой трубой и арматурой специального переходника или переходного кольца. Для повышения качества сварных соединений в точности обработки кромок труб в полевых условиях применяют обработку резанием при помощи специализированных установок для механической обработки кромок. 4.6. Оборудование для механической обработки кромок Для изменения геометрии кромок (снятия фасок) и зачистки поверхности трубы, примыкающей к кромке изнутри и снаружи, применяют лобовые станки типа СПК. Техническая характеристика лобовых станков Тип............................................................... СПК-81А СПК-121А СПК-141А Диаметр обрабатываемых труб, мм......... 710 и 820 1020 и 1220 1420 Толщина стенки, мм.................................. 12-21 12-21 16-21 Частота вращения план-шайбы, с.......... 0,44 0,4 0,33 Подача план-шайбы, мм/об..................... 0,11 0,13 0,15 Скорость перемещения план-шайбы, 33 33 33 мм/мин......................................................... Наибольшая длина хода план-шайбы, мм 150 150 150 Давление в гидравлической системе центратора, МПа......................................... 10 10 10 Число фиксирующих рядов в центраторе 2 2 2 Размеры, мм: длина........................................................... 2910 3260 3520 щирина....................................................... 1160 1450 1650 высота.......................................................... 1690 2020 2250 Масса, кг......................................................... 3000 4000 5000 В трассовых условиях станок перемещают от трубы к трубе трактором-трубоукладчиком, на котором установлена станция питания станка. На трубосварочной базе станок подвешивают на тали и помещают в будке, где обрабатываются кромки труб, которые подаются па рольганге. После газовой резки механическую обработку кромок обычно выполняют абразивными кругами при помощи высокооборотных шлифовальных машинок. Для зачистки кромок рекомендуется использовать абразивные круги толщиной 4-6 мм и окружную скорость 100-140 сЧ Круги отечественного производства имеют наружный диаметр 180 или 230 мм, толщину 3; 4; 4,5 мм. Импортные круги имеют наружный диаметр 178 или 230 мм, толщину 2,5; 6,8; 10 мм и окружную скорость до 80 м/с. Техническая характеристика импортных шлифовальных машинок Тип...................................................... Ш1-230А Ш1-178А (Болгария) (Болгария) Род тока.............................................. Переменный, частотой 50 Гц Напряжение, В.................................. 220 220 Мощность, кВт.................................. 1,9 Частота вращения, с...................... 110 Диаметр абразивного круга, мм...... 230 Окружная скорость круга, м/с........ 80 Масса, кг.............................................. 6,7 Тип........................................................ "БОШ" (ФРГ) "СТАР" (Италия) Род тока................................................ Переменный, частотой 50 Гц Напряжение, В................................... 220 Мощность, кВт................................... 1,6 Частота вращения, с........................ 140 Диг1метр абразивного круга, мм....... 220 Окружная скорость круга, м/с . . 80 Масса, кг.............................................. 4,3 220 2 140 230 80 4,8 4.7. Оборудование для зачистки кромок под сварку Перед сборкой под сварку кромки и прилегающие к ним внутреннюю и наружную поверхности труб щириной не менее 10 мм зачищают до металлического блеска абразивными кругами или проволочными щетками марки ЩД-б, приводимыми во вращение высокооборотными шлифовальными машинками. Дисковая щетка марки ЩД-6 предназначена для механической очистки кромок и прилегающих к ним поверхностей от окалины, ржавчины, краски, снятия заусенцев, скругления острых кромок и зачистки швов при сварке стыков труб и других металлоконструкций. Техническая характеристика дисковой щетки ЩД-6 Ширина ворса, мм........................................................ 6 Длина ворса (свободная), м......................................... 35 Диаметр проволоки, мм............................................... 0,6-0,8 Материал проволоки.................................................... Сталь пружинная Максимальная частота вращения, с 125 Наружный диаметр, мм................................................ 160 Диаметр резьбы посадочного отверстия, мм........... Ml4 Масса, кг.......................................................................... 0,6 4.8. Оборудование для подогрева и термической обработки стыков труб Подготовка кромок труб к сварке начинается с выявления забоин и зади-ров на фасках глубиной до 5 мм, которые заплавляют узкими ниточными валиками, а затем шлифовальной машинкой обеспечивают скос кромок с притуплением. При наплавке валика на кромки из стали, которая требует подогрева, место наплавки подогревают до температуры 150-200°С. Подогрев стыков и концов труб на трассе и трубосварочной базе выполняют подогревателями, работающими на сжиженном или природном газе. Наибольшее распространение получили подогреватели типа ПС, состоящие из двух полуколец с расположенными на них инжекционными газовыми горелками. Наружные подогреватели ПС-1022, ПС-1221 и ПС-1421 комплектуют газовыми баллонами БГ-П-50, по 6 баллонов на каждую горелку. Подогреватель ПС-1424 имеет наружную и внутреннюю модификации и работает от емкости РС-1600, масса пропана в которой 680 кг. При отборе газа зимой резервуар подогревают продуктами сгорания двигателя сварочного агрегата. Установка подогрева укомплектована вспомогательным оборудованием: бензоэлектрическим агрегатом АБ-40 мощностью 4 кВт и двумя шлифовальными машинками мощностью по 1,9 кВт, работающими на напряжении 220 В. Техническая характеристика подогревателей Тип................................................... ПС-1022 ПС-1221 Диаметр подогреваемых труб наружными и внутренними подогревателями, мм............ 1020 1220 Топливо Пропан Тепловая мощность, кДж/ч............................ 440000 561000 Время нагрева стыка при температуре 10 10 окружающего воздуха, мин............................... Расход топлива, кг/ч......................................... 9,6 12 Давление газа в горелке, МПа.......................... 0,07-0,2 0,07-0,2 Емкость со сжиженным газом.......................... Баллон БГ-П-50 Масса пропана в одной емкости, кг................. 23 23 Масса всего оборудования, кг........................... 265 280 Габаритные размеры, мм................................... 1200 X 780 X1300 Тип........................................................................ ПС-1421 ПС-1424 Диаметр подогреваемых труб наружными 1420 1020; 1220; и внутренними подогревателями, мм............ 1420 Топливо ............................................................. Пропан Тепловая мощность, кДж/ч............................ 880000 880000 Время нг1грева стыка при температуре окружающего воздуха, мин............................. 10 10 0 1 2 3 4 5 6 7 8 9 10 [ 11 ] 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 |
||
 |
 |
