
|
|
|
|
Главная Переработка нефти и газа Техническая характеристика сварочных агрегатов для ручной дуговой сварки Таблица 2.1 Показатели Напряжение, В: номинальное количество постов самоходных установок (передвижных) Номинальный сварочный ток, А Пределы регулирования сварочного тока, А Индекс баз трактора Масса, кг АС22.1 30 2 300 60-300 МТЗ-80.1 АС22 30 2 300 60-300 МТЗ-82.1 Показатели Напряжение, В: номинальное холостого хода Мощность дизельного двигателя, кВт Номинальный сварочный ток, А Пределы регулирования сварочного тока, А Габаритные размеры, м Масса, кг • Генераторы с колпестором. АДД-3123У1 18,4 315 (ПВ-60%) 35-50 1,67x0,95x1,2 650 АС23 30 2 300 6&-300 МТЗ-В2.1
Таблица 2.2 Техническая характеристика самоходных сварочных установок
Таблица 2.3 Техническая характеристика балластных реостатов
ГЛАВА 2 2.2. Сварочные выпрямители Сварочные выпрямители собирают из полупроводниковых элементов - вентилей, которые используют для выпрямления переменного тока. Выпрямители для сварочных работ имеют понижающий трансформатор с регулирующим устройством и блоки вентилей. Сварочные выпрямители подразделяют на однопостовые с крутопадающими, жестки.ми, пологопадающими и универсальными характеристиками, многопостовые с жесткими характеристиками. В сварочных выпрямителях применяют селеновые или кремне вые вентили, собранные по трехфазной мостовой или щестифазной схеме выпрямления (рис. 2.1), которые наиболее часто используют в монтажных условиях. В качестве понижающего трансформатора в сварочных выпрямителях используют часто трансформаторы с нормальным или повышенным рассеянием. 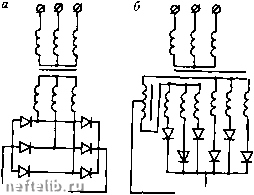 -0 0 0 <Ь 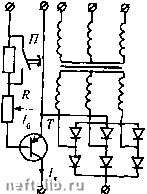 Рис. 2.1. Электрическая схема сварочных выпрямителей а- трехфазная мостовая; шестифазная с уравнительным дресселем; в - с транзисторным блоком Аналитическое выражение для рабочего участка внешней характеристики сварочного выпрямителя, собранного по трехфазной схеме: 1-(/дЛк.з.) Среднее напряжение холостого хода выпрямителя зависит от напряжения в трансформаторе; U = SSU. /л, где Ur - амплитудное значение вторичного напряжения трансформатора. Ток короткого за.мыкания зависит от полного реактивного сопротивления одной фазы Хт, источника питания вентилей (трансформатора и дросселя): гтоЧНИИИЭЛЕКТРОПИТАНИЯДЛЯДУГОВОЙСВАРКИ Динамические свойства трехфазных выпрямителей с падающей внешней характеристикой зависят от отношения рабочего напряжения дуги С/д к напряжению холостого хода (/х.х- Чем выше напряжение дуги перед коротким замыканием, тем больше отношение 4,3 / /д. При уменьшении от ношения максимальное значение тока снижается, что способствует лучшему переносу расплавленного металла и при t/д / U.x = 0,4-г-0,5 процесс протекает удовлетворительно. Выпрямители с транзисторным блоком управления обладают высокой стабилизацией тока (рис. 2Лв). Выпрямительный блок питается от трехфазного трансформатора с увеличением магнитного рассеяния. В цепь выпрямленного тока последовательно дуге включают блок транзисторов Т. Крутопадающую вольт-амперную характеристику формируют трансформаторы и транзисторные блоки. Изменяя силу тока базы /б, можно в широких пределах изменять силу коллекторного тока 1. Это обеспечивается с по.мо-щью дополнительного выпрямителя и активного сопротивления R, установленного в цепи базы. Сила сварочного тока зависит только от силы тока управления /б, что позволяет настраивать источник на требуемый режим сварки. Установка дополнительной обмотки связи по напряжению позволяет в таких источниках получать вольт-амперную характеристику с различным значением dU„ /д! в рабочей точке, где С/и - напряжение источника. Применение прерывателя П позволяет вести процесс в и.мпульсном режиме и добиваться плавного гашения дуги и др. Универсальные сварочные выпрямители типа ВДУ имеют жесткие и крутопадающие вольт-амперные характеристики. Они имеют силовой трехфазный трансформатор и выпрямительный блок, собранный из тиристоров по шестифазной схеме с уравнительным реактором. Режим регулируется изменением угла открытия тиристоров выпрямительного блока. Скорость нарастания сварочного тока в цепи регулируется дросселями с отпайками. Многопостовые сварочные выпрямители имеют силовой трансформатор с нормальным магнитным рассеянием и выпрямительный блок. Внешняя вольт-амперная характеристика этих выпрямителей жесткая. Ток на каждом посту регулируется при помощи балластных реостатов типа РБ у выпрямителей типа ВДМ. При сварке напряжение дуги С/д = Uo - 1дЯс, где Ц) ~ напряжение источника; - сопротивление сварочной цепи, Лс - Дпр + 7?пр - сопротивление проводов; - сопротивление балластного реостата. Сила сварочного тока поста /п = /д = (С/о - С/д)/[/%(/р + /)] При коротком замыкании Число постов, которые могут быть подключены к многопостовому выпрямителю, определяют с учето.м коэффициента одновременности К: п = /р.н / /s/n.c- где /г.н - номинальная сила тока выпрямителя; /п.с - средняя сила тока поста; = 0,6. В трассовых условиях и на монтажных площадках применяют однопостовые и многопостовые выпрямители. ГЛАВА 2 Источники питания подключают к постам сварочным кабелем (медным или алюминиевым). Сечение сварочных кабелей выбирают в зависимости от тока в соответствии с табл. 2.4. При сооружении магистральных трубопроводов и компрессорных станций для ручной сварки используют передвижные энергетические агрегаты, имеющие вагончики, в которых установлены сварочные выпрямители. В одном вагончике устанавливают от четырех до восьми постов. Транспорти-.руют вагончики по трассе тракторами. Такие энергетические агрегаты удобно эксплуатировать в северных районах при температуре от -40 до -t-40°C. Таблица 2.4 Выбор сечения сварочного кабеля
В состав агрегата АЭП-52 входят: электростанция переменного тока, смонтированная на гусеничном тракторе; блок питания, в котором размещены аппаратура управления электростанцией, выпрямители для питания электроэнергией сварочных постов и другое вспомогательное оборудование; палатка (укрытие с электрическим освещением), предназначенная для работы в ночное время и защиты места сварки от атмосферных влияний. Для питания пяти постов выпускают афегат АЭП-52А.У1 на базе гусеничного трактора Т150. Сварочный агрегат АС-81 установлен на базе трактора К-700А. Агрегат имеет палатку для укрытия места сварки от атмосферных осадков. Палатку устанавливают на место сварки с помощью гидрофицированной стрелы. В комплект агрегата входит компрессорная установка для работы пневмоин-струмента и сущильная печь для прокаливания электродов. Подобно АС-81 выпускают афегат АПС-43.12 и на базе трактора К-700-1 выпускают агрегат АПС-84.12, рассчитанный на работу вось.ми сварочных постов (рис. 2.2). В трассовых условиях и на строительных площадках электроустановки питаются от линий электропередач и передвижных дизель-электрических станций (табл. 2.5). Электростанции для трубосварочных баз чаще устанавливают в вагончиках с отоплением, что позволяет значительно сократить время на подготовку и запуск двигателя в зимнее время. Применение дизель-элекфиче-ской станции позволяет использовать сварочные преобразователи и выпрямители различных назначений. При ручной дуговой сварке на трубосварочной базе станция обеспечивает ток 60-315 А, а при сварке под флюсом - 250-500 А. МНИКИ ЭЛЕКТРОПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ  Рис. 2.2. Сварочный агрегат АПС с гидрофицированной стрелой Таблица 2.5. Передвижные электростанции для сварочных постов Тип электростанции
Питание оборудования от линии электропередач (ЛЭП) оУ™"" через понижающий трансформатор с выходным напряжением 380 4UU • В качестве сварочных источников питания применяют сварочные выпрямители (см. табл. 2.6). 0 1 2 3 [ 4 ] 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
