
|
|
|
|
Главная Переработка нефти и газа режимах, приведенных в табл. 6.1. Первый шов выполняют два сварщика на двух стыках. Давление газа устанавливают по манометру таким образом, чтобы обеспечить надежную защиту дуги. Кроме периодического поворачивания секции сварку выполняют, если осуществляют непрерывное вращение секции (рис. 6.1 б). Держатель полуавтомата не перемещается по периметру стыка, и сварку ведут на одном участке, отстоящем под углом 30-35° от вертикальной оси трубы в сторону, обратную направлению вращения секции. Таблица 6.1 Режим сварки в среде углекислого газа стыковых соединений
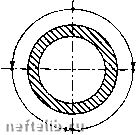 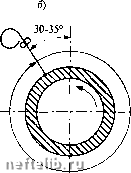 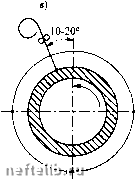 Рис. 6.1. Порядок наложения швов при сварке корневого слоя: а, 6 - традиционным методом; в - методом STT При сварке труб диаметром 1220-1420 мм из стали класса Х60-Х65 в среде углекислого газа используют проволоки диаметром 1,6-2 мм марок СВ-08Г2С, СВ-08Г2СМ, Св-ЮГСМТ. Оптимальные режимы для проволоки марки Св-ЮГСМТ представлены в табл. 6.2. Таблица 6.2 Режимы полуавтоматической сварки труб в среде углекислого газа
Примечание. Вылет электрода 15-20 мм. Расход газа 11-16 л/мин. Площадь поперечного сечения каждого наплавленного слоя можно определить по формуле: = /G,/(3600F„p), где а„ - коэффициент наплавки; F„ - скорость сварки; р - плотность наплавленного металла. Коэффициент расплавления ар состоит из двух слагаемых: ар=ар +Аар, где ар - составляющая коэффициента расплавления, обусловленная тепло-вложением; Аар - составляющая коэффициента расплавления, зависящая от тепловложения вследствие предварительного нагрева вылета электрода протекающим током. Суммарный коэффициент расплавления а р = 9,05+3,1-10- 1 /dl. Скорость подачи проволоки F„ = I[9,05+3,l-10~Jl(l/dl)](2260Ml). При автоматическом режиме сварки в среде углекислого газа сварочный ток определяют по формуле: /= 1575а \n(l + aT)dl/l, где ар - коэффициент расплавления, г/(А-ч); а - коэффициент тепловод-ности стали, 1 /°С; Т- температура нагрева вылета электрода (принимают 400°С); / - вылет электрода (принимают максимальное значение 8 мм); <п - диаметр электродной проволоки, мм. Полуавтоматическая сварка методом STT рекомендуется для следующих операций: - выполнения корневого слоя шва, последующие заполняющие и облицовочный слой шва - полуавтоматической самозащитной порошковой проволокой типа Иннершилд; - выполнения корневого слоя шва, заполняюшие и облицовочный слой шва - ручной электродуговой сваркой; - выполнения корневого слоя шва, заполняющие и облицовочный слой шва - автоматической сваркой порошковой проволокой в среде защитных газов; - выполнения корневого слоя шва на стенде ССТ, заполняющие и облицовочный слой шва - автоматической сваркой под флюсом на установках ПАУ; - выполнения всех слоев шва с применением труб с толщиной стенки до 8 мм. При сварке корневого слоя шва на трубосварочной базе .методо.м STT. Сварщик выполняет полуавтоматом половину окружности трубы. Сварку ведут электродной проволокой диаметром 1,14 мм в направлении сверху вниз (рис. 6.1 в) "углом назад". В положении О-1 ч сварку ведут с небольшими дугообразными поперечными колебаниями с углом наклона горелки - 30-40°С. В положении 1 час колебания прекращают, переводя в прямолинейное движение горелки, выдерживая угол наклона 20-45° до положения 4 часа. Процесс сварки прекращают внизу трубы. Полуавтоматическую сварку самозащитной порошковой проволокой Иннершилд применяют для сварки заполняющих и поворотных стыков труб диаметром 325-1220 мм с толщиной стенок 6-20 мм. Способ используют для следующих технологических вариантов: - корневой слой шва выполняют ручной электродуговой сваркой элект родами с целлюлозным видом покрытия, "горячий проход" и все последу-щие слои - с применением проволоки Иннершилд; - корневой слой шва и "горячий проход" выполняют ручной электродуговой сваркой электродами с целлюлозным видом покрытия, все последующие слои - с применением проволоки Иннершилд; - корневой слой шва выполняют полуавтоматической сваркой в среде углекислого газа проволокой сплошного сечения методом STT, все последующие слои - с применением проволоки Иннершилд; - корневой слой шва выполняют ручной электродуговой сваркой элект родами с основным видом покрытия, все последующие слои - с применением проволоки Иннершилд. Перед началом полуавтоматической сварки устанавливают скорость подачи проволоки и напряжение на дуге (табл. 6.3). Таблица 6.3 Режимы полуавтоматической сварки порошковой проволокой
6.2. Оборудование для газоэлектрической сварки и для сварки порошковой проволокой Отечественный рынок располагает значительным числом полуавтоматов (табл. 6.4) для сварки в среде защитных газов и порошковой проволокой. Особенность полуавтоматов - наличие облегченных держателей с коротким шлангом длиной от 0,8 до 3 м (рис. 6.2). В трубопроводно.м строительстве полуавтоматы рассчитаны на электродную проволоку диаметром 0,8-2,0 мм и их используют для сварки первого слоя шва. В комплект полуавтоматов входят пульт управления 1; подающий механизм, размещенный в чемодане 7; сварочный держатель 9 с гибким шлангом 8; защитный щиток 10; газовая система, состоящая из баллона 3 с газом, подогревателя 2, осушителя газа 4 и редуктора 5; провода управления 6. Держатель полуавтомата малогабаритный облегченный. Сопла и наружные детали держателя изолированы от токоведущих частей. Гибкий шланг состоит из двух спиралей, обтянутых тремя слоями медной токоведущей оплетки и установленных в общую резиновую трубу. Механизм подачи электродной проволоки малогабаритный, смонтирован вместе с катушкой для электродной проволоки в небольшом чемодане. Подача электродной проволоки осуществляется со скоростью 100-340 м/ч приводом от электродвигателя постоянного тока. Пульт управления полуавтомата находится на передней стенке блока управления. Для дистанционного регулирования тока и напряжения на дуге применяют пульт управления ПУ-08, ПУ-09, ПУ-11. Для сварки под флюсо.м, в СОг и открытой дугой (без внешней защиты), сплошной и порошковой проволокой применяют универсальный полуавтомат А-1197 (рис. 6.3). Полуавтомат, независимо от компоновки и способа сварки, состоит из следующих узлов: механизма подачи, шкафа управления, сварочного рукава цепей управления. Таблица 6.4 Техническая характеристика полуавтоматов для сварки в среде углекислого газа сплошной и порошковой проволокой
Примечание. С - сплошная проволока, П - порошковая проволока, И - импульсный режим работы (метод STT). 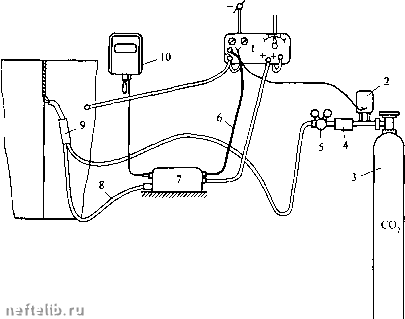 Рис. 6.2. Схема поста для сварки трубопровода полуавтоматом 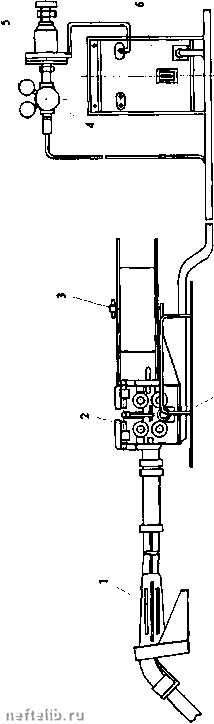 I- л ф о. а. ф п> о. о. р U-1 ф Е °- 2 I о; V 1 S S т 1 i- R X о 1 5 5 § S. U го I с: го I 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 [ 17 ] 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
