
|
|
|
|
Главная Переработка нефти и газа Расход топлива, кг/ч...................................... 19 19 Давление газа в горелке, МПа....................... 0,07-0,2 0,07-0,2 Емкость со сжиженным газом........................ Баллон Емкость БГ-П-50 PC-1600 Масса пропана в одной емкости, кг............... 23 680 Масса всего оборудования, кг......................... 2200 2200 Габаритные размеры, мм................................. 3870 X 1940x2030 Для предварительного подогрева кромок труб перед сваркой и последующей технической обработки стыков по режиму высокотемпературного отпуска применяют электрические муфельные нагреватели типа ПТО, которые устанавливают на горизонтальном или вертикальном трубопроводе (табл. 4.6). Термическая обработка стыков труб небольшого размера проводится пальцевыми нагревателями типа НП, а обработка мест вварки в трубопровод бобышек и трубчатых отводов осуществляется нагревателями типа НБ. Техническая характеристика нагревателей типов ПТО, НП и НБ Таблица 4.6 Показатели Диаметр труб, мм Число секций Потребляемая мощность, кВт Ток, А Масса комплекта, кг ПТ0161 ;89; 108; I 114; I 159; 365 34 ПТ0211 2 13 380 38 ПТ0271 19,5 750 43,1 ПТ0321 273; 325 750 53,1 ПТ0371 730 52,4 ПТ0421 377; 426 730 64,4 ПТ0521 2 28,2 760 69,7 ПТ0721 1200 84
постоянный .m,rZ:.Г - "" ° и """агреввтбли гипа ПТО и НП потребляют бобышки Гиамегром ""Р" "«Р""-* ™ 50 Гц , нагревают При строительстве компрессорных и насосных станций термическую обработку в монтажных условиях осуществляют с использованием следующих нагревательных устройств: однопламенной универсальной ацетилено-кислородной горелки; кольцевой многопламенной горелки; .электронагревателей комбинированного действия (КЭН); гибких индукторов из голого медного провода марки М или МГ, работающих на токе частотой 50 Гц; гибких кольцевых электронагревателей сопротивления (ГЭН). Термообработку труб диа.метром до 89 мм с толщиной стенки до 10 .мм осуществляют с помощью однопла.менной (сварочной) универсальной ацетиле но-кислородной горелки средней и большой мощности по ГОСТ 1077-79*Е. Для нагрева стыков труб диаметром до 377 мм с толщиной стенки до 20 мм используют многопламенные кольцевые горелки конструкции трестов Мос-энергомонтаж и Востокметаллургмонтаж. Для тер.мообработки стыков трубопроводов используют электронагреватели комбинированного действия типа КЭН. Техническая характеристика электронагреватшей типа КЭН Тин......................................... КЭН-2 КЭН-3 КЭН-4-3 КЭН-4-ЗМ Ток для нагрева, А............... 100-120 250-300 300 350 Напряжение, В..................... 23-27,5 37,5-45 65 75 Мощность, кВт..................... 2,3-3,3 9,4-13,5 23,4 29,3 Сечение нихромовой 20 50 50 - проволоки, мм..................... Диаметр нихромовой 3,6 3,6 3,6 3,6 проволоки, м.м...................... Марка нихромовой Х20Н80Н Х20Н80Н Х20Н80Н Х20Н80Н проволоки.............................. Х20Н80 Х20Н80 Х20Н80 Х20Н80 Тип керамических изоляторов............................. ИКП-2 ИКН-3 ИКН-3 ИКН-3 Максимальная температура нагрева, °С............................. 1100 1100 1100 1100 П родо лжительн ость работы нагревателя при 750°С, ч.................................. 250 250 250 250 Длина, м................................. 4,2 6,5 9,6 9,6 Масса, кг................................ 4,1 10 16,5 17,5 4.9. Устройства для сборки стыков труб под сварку Для выполнения сборки труб под сварку применяют центраторы, которые позволяют совмещать цилиндрические поверхности двух стыкуемых изделий. Центровка предусмагривает закрепление отдельных труб или секций труб так, чтобы они не имели сдвига и поворота относительно трех координатных осей. Это условие достигается за счет приложения радиальных сил. ГЛАВА4 развиваемых силовым механизмом центратора. Для обеспечения устойчивого положения труб в центраторе необходимо, чтобы центры приложения радиальных сил (опоры) были расположены от стыка на значительном расстоянии, что уменьшит действие макрогеометрических погрешностей базовых поверхностей (наружных или внутренних поверхностей труб). В зависимости от положения центраторов при установке их на базовую поверхность они бывают наружные или внутренние. По конструкции наружные шарнирные центраторы изготавливают жесткими и многозвенными. Жесткий эксцентриковый центратор состоит из двух или трех дуг рамочного типа, соединяемых между собой шарнирами. Звенные центраторы ЦЗН применяют для трубопроводов диаметров 57-1420 мм. Центраторы имеют 16 типоразмеров: ЦЗН51, ЦЗН81, ЦЗН111, ЦЗН151, ЦЗН211, ЦЗН271, ЦЗН321, ЦЗН371, ЦЗН421, ЦЗН531, ЦЗН631, ЦЗН721,ЦЗН821, ЦЗН1021, ЦЗН1221, ЦЗН1421. Для центровки труб диаметром 530-1420 мм используют наружные центраторы с гидродомкратом пяти типоразмеров: ЦНГ51, ЦНГ71, ЦНГ81, ЦНГ121, ЦНГ141. Кроме этого, для центровки применяют наружные центраторы модификации ЦТР для трубопроводов диаметром 203-1420 мм шести типоразмеров: ЦТр-1, ЦТр-2, ЦТр-3, ЦТр-4, ЦТр-5, ЦТр-6. Для подгонки торцов труб под сварку диаметром 1020, 1220 и 1420 мм с увеличением в 2,5 раза усилия центровки применяют центраторы двух типоразмеров: ЦНЦ121, ЦНЦ141. Наружный многозвенный центратор (рис. 4.6) имеет несколько наружных 6 и внутренних 5 звеньев, шарнирно соединенных между собой и образующих вместе с накидным замком 3 замкнутую цепь. На внутренних звеньях укреплены ролики 4, с помощью которых удерживаются трубы при центровке. Замыкающий шарнир имеет крестовину 2 и натяжной винт 1. При сборке раскрытая цепь центратора подводится под трубы, на цапфы крестовины надеваются накидные замки. Во время центровки пластины цепи располагаются симметрично по обеим сторонам от плоскости стыка. Затем цепь натягивают винтом / и ролики 4 совмещают кромки обеих труб. Усилие, развиваемое винтом с башмаком: Q= N1/[0,1 d + rfctg(a/2)], где N - усилие рабочего, Н; / - длина рукоятки, ы: d- наружный диаметр винта, м; г - радиус поверхности винта, передающего давление на башмак, м;/- коэффициент трения,/= 0,16, а - угол конуса башмака, а = 118°. Типовой ряд многозвенных центраторов типа НЦ унифицирован (табл. 4.7). Унификация всех звеньев, упорных роликов и осей позволяет производить переналадку центраторов на любой диаметр в пределах указанного диапазона путем удаления или установки дополнительных звеньев. www.no-fire.ru 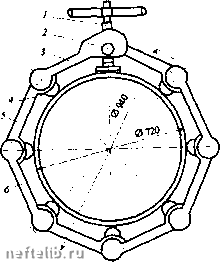 Рис. 4.6. Многозвенный центратор Таблица 4.7 Техническая характеристика многозвенных центраторов
Внутренние или распорные центраторы обеспечивают наиболее качеств венную сборку труб благодаря более точному совпадению кромок труб. При центровке стык открыт снаружи, что позволяет вести сварку без предварительной прихватки. При достаточной мощности механизма центровки и высокой прочности его корпуса он может быть использован как расширитель, выравнивающий длину окружности концов. Применение внутренних центраторов позволяет повысить производительность и степень сборки для сварки как поворотных, так и неповоротных стыков магистральных трубопроводов. ГЛАВА 4 Внутренний гидравлический центратор находит широкое применение для сборки стыков трубопроводов диаметром 325-1420 мм и секций длиной до 36 м (рис. 4.7). Работа внутреннего гидравлического центратора основана на действии клинового многоплунжерного зажима (рис. 4.8) Два сферических клина (левый 2 и правый 8} устанавливаются в жестком корпусе 4. Под действием давления масла, подаваемого в цилиндры / и 9, концы воздействуют через ролики 10 на два ряда независимых рычагов-жим-ков 5 и 6. На перво.м этапе центровки зажимается торец трубы 3 с помощью левого ряда рычагов-жимков 5. Затем устанавливается вторая труба 7 с не-обходи.мым зазором и разжимается правый ряд рычагов-жимков 6. Таким образом торцы приобретают форму, а трубы устанавливаются с требуемым положением осей в пространстве. После сварки корневого слоя шва масло сливается из полости цилиндра и клиновые зажимы под действием пружины 11 перемещаются в исходное положение, освобождая трубы от действия рычагов-жимков.  Рис. 4.7. Центратор внутренний гидравлический типа ЦВ При расположении рычагов-жимков вокруг конуса усилие одного жимка на поверхности трубы: F=ZF/n=f(Qctga/n), где - общее усилие, создаваемое жимкгши одного ряда на поверхность трубы; п - число жимков в одном ряду центратора; /- коэффициент, учитывающий потери от трения в направляющих от жимков и опор по клину, f »0,85-г0,9; Q-усилие на штоке сферического клина, создаваемое давлением р в гидроцилинре; а - угол сферического клина. ,ппГОТОВКАИСБ0РКАТРУБП0ДСВАРКУ,СБ0Р0ЧИЫЕПРИСПОС0ВЛЕНИЯ 3 4 5 IF Y/ / \ i ILi, 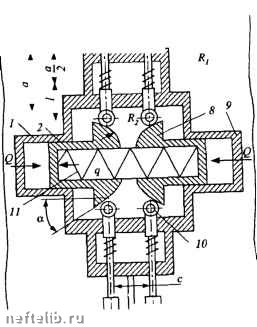 У\\ччч\ччччччч\\ч4Ш 1 I Рис. 4.8. Схема внутреннего гидравлического центратора Максимальное давление, развиваемое с помощью жимков на внутренней поверхности трубы: где Ср - допускаемое кольцевое напряжение в сечении трубы. Па; 6 - толщина стенки трубы, м; п - коэффициент перегрузки, равный 1,15; D - внутренний диаметр трубы, м. Допускаемое общее усилие жимков одного ряда центратора на поверхность трубы: где 1 - длина жимка; k - коэффициент, учитывающий концентрацию напряжения от жимка, к = 0,7. В табл. 4.8 приведен унифицированный ряд центраторов. 0 1 2 3 4 5 6 7 8 9 10 11 [ 12 ] 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
