
|
|
|
|
Главная Переработка нефти и газа Таблица 4.8 Техническая характеристика внутренних гидравлических центраторов Прииечание. Число центрирующих рядов - 2. Привод центраторов - злектрогидравлический, тох - постоянный, напряжение - 27 В, номинальное давление в гидросистеме -15-17 МПа.
4.10. Гнутье труб. Основные требования к криволинейным участкам трубопроводов в зависимости от рельефа местности, геофафической ситуации на объекте строительства, а также по технологическим требованиям трубопровод име ет криволинейные участки или повороты для изменения своего направления. На строительстве применяются два основных способа сооружения криволинейных участков: свободным, упругим или естественным изгибом, выполненным в процессе опускания трубопровода в траншею с помощью трубоук-ладочньпс машин, и путем вваривания в нитку трубопровода предварительно изогнутых на машине отводов. Заготовку кривых труб выполняют по проекту с учетом способа проведения работ по их транспортировке, сборке, сварке трубопровода и укладке его в траншею. При укладке трубопровода в траншею угол изгиба трубы должен соответствовать углу поворота трассы. Для линейной части трубопровода осуществлена унификация, как по углу, так и по радиусу гибки отвода, а также параметров вставок кривых на поворотах, которые комплектуются из отводов. Отводы изготавливаются по ГОСТ 24950-81 трех типов: первого типа - из трубы (рис. 4.9а), второго типа - из одной трубы с применением на период гибки второй инвентар ной трубы или патрона удлинителя и третьего типа - из двух труб (рис. 4.9(5). Геометрические параметры трубных заготовок приведены в табл. 4.9. При выполнении отводов угол гибки принимают кратным 3°. Допускается по согласованию изготовителя с потребителем принимать угол гибки кратным 1°. Отклонение от угла гибки отводов не должно превышать ±20". 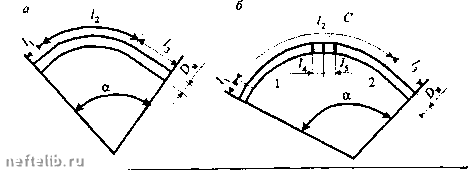 Рис. 4.9. Отвод: а - первого типа - из одной трубы; б - третьего типа - из двух труб (D„ - наружный диаметр отвода; а - угол гибки отвода; Ij, 1з - прямые концы отвода; 1 - гнутая часть отвода; 1 1; ( прямые участки труб у поперечного сварного шва; С- поперечный сварной шов, соединяющий трубы Таблица 4.9 Геометрические параметры труб для изготовления отводов
Диаметр отводов, расчетный унифицированный радиус гибки и угол гибки отводов должны соответствовать указанным в табл. 4.10. Условное обозначение отвода включает тип, наименование изделия, угол гибки, наружный диаметр, толщину стенки, марку (класс) стали труб, обозначения стандартов на трубы и отводы гнутые и вставки кривые на поворотах линейной части стальных магистральных трубопроводов. Пример условного обозначения отвода типа 1 с углом гибки 6°, диаметром трубы 820 мм, толщиной стенки 10 мм, из труб по ГОСТ 20295-74, изготовленных из стали марки 17Г1СУ:1ГО.6°.10 - ГОСТ 20295-74-17Г1СУ. Таблица 4.10 Радиус и угол гибки труб
4.11. Технология холодного гнутья труб Гнутье труб (и двухтрубных сварных секций) выполняют на приспособле ниях и машинах, которые перемешаются по трассе, у места укладки кривых. В тех местах, где трудно транспортировать машины, трубы гнут централизованным путем в базовых или заводских условиях. Однако при этом на трассе должны быть трубогибочные станки, чтобы соответствующим сочетанием заранее заготовленных отводов и изготовленных на месте обеспечить полное прилегание трубопровода к основанию траншеи. Холодному гнутью подлежат только пря.мошовные (с одним швом по всей длине трубы) и бесиювные трубы. При этом сварные швы должны располагаться в нейтральной плоскости изгиба. Трубы диаметром 89-426 мм можно гнуть в полевых условиях с помощью трубогибочных станков ГТГ но принципу гиба "прямым нажатием" в горизонтальной плоскости с ручным и гидравлическим приводом (табл.4.11). Станки ГГ предназначены для гнутья труб всего диапазона диаметров от 219 до 1420 мм по наружному диаметру (табл. 4.12). Таблица 4.11 Технические характеристики станков для гнутья труб Техническая Тип станка
Таблица 4.11 (продолжение)
Таблица 4.12 Технические характеристики трубогибочных станков
4.12. Внутритрубные оправки - дорны Для предотвращения гофрообразования и уменьшения овальности труб в процессе их гибки на трубогибочных станках применяют дорны - внутритрубные оправки, которые снижают до минимума овализацию трубы в ходе гнутья и обеспечивают при прочих равных условиях гнутье на больший угол, особенно применительно к тонкостенным трубам. Они являются необходимой принадлежностью трубогибочных станков и обеспечивают высокую эффективность и качество трубогибочных работ: резко снижают овальность сечения прогнутого колена, устраняют повреждения наружной поверхности трубы, уменьшают радиус гнутья. При гнутье с дорном достигается такое качество гнутья, при котором овальность трубы в гибе бывает меньше, чем прямой трубы до гибки. Кроме того, создаются условия, при которых изгибаемая труба работает как брус. Внутритрубные станки ГТВ 1021, ГТВ 1421 оборудованы встроенными дорнами, в которых отсутствует контакт наружной изоляции труб с гибочными элементами (табл. 4.13). Таблица 4.13 Технические характеристики внутритрубных стыков
ГЛАВА 5 РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА 5.1. Технические приемы выполнения швов Для получения качественного сварного соединения при ручной дуговой сварке решающим фактором является надлежащая сила тока, которую следует выбирать в зависимости от: толщины свариваемого металла, химического состава металла, вида сварочного соединения, диаметра электрода, положения стыка в пространстве и характера тока (постоянный или пере менный). Чем больше толщина свариваемого металла, тем больше тепла необходимо подвести для сварки и, следовательно, тем выше должна быть сила тока. Химический состав металла определяет его теплопроводность. Для сварки металла, обладающего малой теплопроводностью, требуется меньшая сила тока. Например, для сварки низколегированных сталей, теплопроводность которых ниже, чем малоуглеродистой стали. Различные виды сварных соединений также требуют различной силы тока. Например, для тавровых соединений требуется больше тепла при сварке, и поэтому сила тока должна быть повышена примерно на 10-12% по сравнению со сваркой встык, при сварке трубопроводных конструкций силу тока нужно повысить примерно на 20% по сравнению со сваркой листов встык и т. д. С возрастанием диаметра электрода силу тока необходимо увеличивать в зависимости от свариваемого изделия. Положение свариваемых конструкций в пространстве также влияет на выбор силы тока: при вертикальной сварке сверху вниз сила тока должна быть на 10-12% выше, чем при вертикальной сварке снизу вверх. Характер тока (постоянный или переменный) также влияет на выбор силы тока. При сварке на переменном токе силу тока берут на 10% больше, чем при постоянном. Кроме силы тока, на качество сварного соединения оказывает влияние длина дуги, устанавливаемая в процессе сварки. Под длиной дуги понимается расстояние между торцом электрода и свариваемым изделием. Выбор длины дуги зависит от типа электрода и положения шва в пространстве изделия при сварке. Выбирая ту или иную длину дуги, учитывают положение сварочной ванны в пространстве. Сварка в вертикальном и потолочном положениях требуют более короткой дуги, чем в нижнем (рис. 5.1). 4 ~ 3396 0 1 2 3 4 5 6 7 8 9 10 11 12 [ 13 ] 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
