
|
|
|
|
Главная Переработка нефти и газа Окружная скорость, м/ч Регулирование скорости: Ступенчатое, число ступеней Плавное, % Мощность электродвигателя вращателя, кВт Габаритные размеры, м 21-85 10 0,7 25-89 10 1,5 18,6-186 0,9x1,2x0,93 1,09x1,6x1,34 22x5,5x10 Примечание. Длина секции до 36 м. Привод продольного перемещения на линиях сборки труб и специализированных трубосварочных базах используют для возвратно-поступательного перемещения труб и секций. На стенде устанавливают до десяти одинаковых по конструкции подобных приводов. Привод продольного перемещения (рис. 8.8) состоит из электродвигателя, двухступенчатого цилиндрического редуктора и двух приводных катков, установленных на валу, который на подшипниках качения опирается на опору. Редуктор устанавливают на выходном конце вала катков. К редуктору крепится электродвигатель мощностью 2,8 кВт, с номинальной частотой вращения 1420 об/мин. В случае выхода из строя электродвигателя или редуктора катки можно использовать как холостые роликоопоры. 2 3 4 5 Рис. 8.8. Привод продольного перемещения на трубосварочной линии: 1 - корпус; 2 - ролик; Ъ - вал; 4 - цепная муфта; 5 - мотор-редуктор Перегружатели устанавливают на механизированной линии. Два перегружателя используют для сбрасывания сваренной секции с линии на промежуточный стеллаж. Перегружатель (рис. 8.9) представляет собой изогнутый рычаг, который приводится в действие штоком гидравлической системы. При подаче масла в нижнюю полость цилиндра шток поднимает рычаг в верхнее положение и происходит сбрасывание секции на покати. Роликовые опоры применяют при поворотной сварке секций труб на полевых автосварочных установках типа ПАУ при вращении секции (рис. 8.10). Каждая опора имеет корггус, в котором на оси устанавливается коромысло. На коромысле имеется два опорных ролика. Коромысло качается на оси и может занимать два положения: оба опорных ролика находятся в горизонтальной плоскости (рабочее положение - сварка); правый ролик опущен 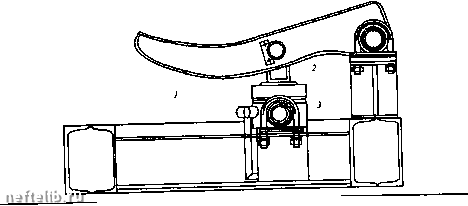 Рис. 8.9. Перегружатель на трубосварочной линии: 1 - рычаг; 2 - шток; 3 - цилиндр Скатывание 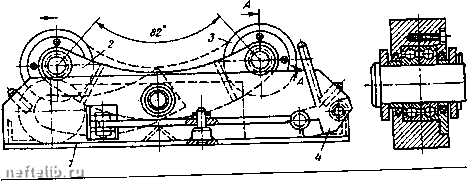 Рис. 8.10. Роликовая опора типа ОР: 1 - корпус; 2 - обойма; 3 - ролик; 4 - стопорное устройство (сброс готовой секции). Роликовые опоры крепятся на стенде к двум параллельно расположенным швеллерам на расстоянии, которое можно установить, исходя из нагрузки на одну опору: Д = С/[со5(а/2)и], где R - радиальная нагрузка на одну опору; G - вес секции; а - центральный угол; и - число роликоопор стенда. Техническая характеристика роликовых опор Опоры....................................... ОР61 Диаметр свариваемых труб, мм 325-630 Управление............................... Ручное ОР 121 720-1220 Ручное с автоматической фиксацией коромысла в положении "закрыто" Число перестановок роликов на коромысле.............................. 2 2 Габаритные размеры, м............. 1,24x0,42x0,4 0,7x0,25x0,3 Масса, кг.................................... 96 230 Тяговые лебедки используют при сборке труб в секции на сборочном кондукторе для осевого перемещения одиночных труб. Применяемые на трассе лебедки ЛТЗВ-1, ЛТЗ-Т и ЛТ32-1 развивают тяговое усилие 30 и 80 кН соот ветственно. 8.3. Оборудование для сварки под флюсом Сварку поворотных стыков магистральных трубопроводов на установках ПАУ и БТС выполняют обычно специализированными сварочными головками, а также передвижными универсальными (например, сварочные тракторы). Установка для механизированной сварки состоит из источника питания сварочной дуги, шкафа управления, в котором располагаются источники питания электродвигателей автомата, устройство для замыкания и размыкания сварочной и вспомогательньпс цепей, устройства (сварочная головка) для зажигания дуги, подачи проволоки в зону сварки, устройства (каретка) для перемещения сварочной головки вдоль стыка с кассетой со сварочной проволокой, пультом управления и бункером для флюса. При поворотной сварке стыков трубопроводов устройство для перемещения сварочной головки отсутствует и эту роль выполняет вращатель, который синхронно работает с подавляющим механизмом. При сооружении магистральных трубопроводов применяют сварочные головки переносного типа СГФ и полустационарные ГДФ (табл. 8.2), которые используют для выполнения поворотных стыков под слоем флюса в полевых условиях. Сварочную головку ГДФ-1001-УЗ используют в полевых автосварочных установках ПАУ-1001В. Головка ГДФ-1001-УЗ относится к автоматам подвесного типа, которая на подвеске укрепляется на колонке. Головка имеет механизированный привод опускания на стык и подъем. Опирание на поверхность трубы осуществляется опорными роликами, которые копируют трубу в процессе сварки. Головка оснащена флюсоаппара-том, позволяющим после сварки удалять со стыка флюс и бункер. Все регулировочные перемещения фиксируют указателями. Головка комплектуется выпрямителем ВДУ-1001-УЗ. Головку СГФ-1004 (рис. 8.11) используют в полевых автосварочных установках ПАУ-601 и ПАУ-602 для автоматической сварки трубопровода под слоем флюса. Это усовершенствованная головка позволяет вести сварку поворотных стыков труб по предварительно подваренному первому слою шва. Сварочная головка СГФ-1004 смонтирована на четырехколесной тележке и имеет электродвигатель с редуктором, подающий механизм, токоподвод, бункер с флюсом, кронштейн с кассетой и пульт управления. Головка имеет корректор, который позволяет сместить электропровод относительно зенита труб на величину 20-120 мм. Для обеспечения надежного подвода тока к электродной проволоке головка комплектуется токоподводами двух типов - пружинны.м и трубчатым. Пружинный токоподвод используют для сварки труб диаметром 720-1420 мм, применяя проволоку толщиной 2-3 мм. Токоподвод имеет мундштук, на нижнем конце которого крепится токосъем-щик, состоящий из двух бронзовых накладок, одна из которых с помощью пружины давит на проволоку, обеспечивая надежный контакт. Таблица 8.2 Техническая характеристика сварочных головок Тип сварочной головки Срф-1004 АДФ-1202 (сварочный трактор) ГДФ-1001-УЗ БТС-142В (головка внутренней сварки)
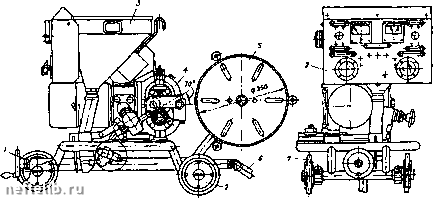 Рис. 8.11. Сварочная головка СГФ-1004 1 - корректор; 2 - пульт управления; 3 - бункер; 4 - подающий механизм; 5 - кассета; б - штатив; 7 - опорные ролики Трубчатый токопровод применяют для сварки трубопроводов диаметром 720-1420 мм. В этом случае мундштук имеет наконечник, который рассчитан на электродную проволоку диаметром 3 мм. Если устанавливается наконечник для проволоки диаметром 2 мм, то такой токопровод используют при сварке труб диаметром 325-720 мм. Для подачи флюса в зону сварки головка комплектуется флюсоподвода-ми двух типов: раздельным и охватывающим. Раздельный флюсоподвод применяют при сварке труб диаметром 720-1420 мм, а охватывающий - диаметром 325-720 мм. Каждый флюсоподвод закрепляется с токопроводом и копирует их перемещение при работе корректором. Аппараты переносного типа - универсальные сварочные трактора применяют для подварки корня шва внутри трубы, их используют в строительстве вместе со шкафом управления и источником питания постоянного тока. Трактор АДФ-1202 (ТС-30) - универсальный, имеет один электродвигатель, который приводит в движение механизм подачи электрода и ходовой механизм. Скорость подачи электродной проволоки и скорость сварки настраивают сменными шестернями. Автомат АДФ-1202 (ТС-30) может настраиваться на сварку различных типов швов с помощью сменных узлов и деталей. При поворотной сварке трубопроводов диаметром 1420 мм авто-.мат устанавливают внутрь секции и производят подварку корневого шва. Автомат ТС-30 поставляют в комплекте с выпрямителем ВДМ-1201-2, блоком управления БУ-031, с 6 баластными реостатами РБ-306. Автомат тракторного типа АДФ-10030 также используют в подобных условиях. 8.4. Анализ эффективности применения трубосварочных баз Одним из важных вопросов, возникающих при выборе схемы организации монтажных работ, является определение целесообразности применения трубосварочных баз с точки зрения их эффективности. С одной стороны предварительная сборка секций труб на трубосварочных базах связана с организацией работ по транспортировке труб и секций труб, с их погрузкой - выгрузкой, с большими затратами времени на организацию са.мих трубосварочных баз. С другой стороны - прогрессивная организация поточного строительства предусматривает применение эффективных способов ведения монтажных работ при строительстве магистральных трубопроводов и требует индустриализации производства, то есть выполнения максимума работ по сборке в секции на базовых участках. Укрупнение труб в секции в базовых условиях позволяет создать лучшие условия для авто-матизации процессов и, как следствие, для повышения производительности, снижения трудоемкости, повышения качества работ и оперативного контроля, то есть повышения эффективности монтажа трубопровода. Существующие трубосварочные базы состоят из накопителя труб, линии сборки труб в секции, линии автоматической сварки, линии контроля сварных стыков. При строительстве линейной части магистральных трубопроводов используют две типовые схемы трубосварочных баз: - для односторонней автоматической сварки под флюсом по ручной подварке с применением сборочно-сварочных стендов (ССТ) вместе с автосварочными установками (ПАУ) и полумеханизированные базы БНС (ЛСТ-81+ПАУ-502); - для двухсторонней автоматической сварки под флюсом механизированные базы типа БТС. Для выполнения небольшого объема работ используют простейшие трубосварочные базы, состоящие из одного или нескольких стендов. Б отличие от заводских трубосварочных станов, трубосварочная база (ТСБ) является открытым цехом, который передвигается по трассе, меняя дислокацию по нескольку раз в год, что отрицательно сказывается на организации работ. В результате ТСБ быстро изнашиваются, разукомплектовываются, требуют значительных затрат на перебазировку, монтаж, демонтаж, что снижает эффективность их применения. В этих условиях возникает вопрос о целесообразности использования ТСБ. Оценка эффективности применения ТСБ с учетом факторов, влияющих на темпы производства секций труб, позволяет принять правильное рещение о выборе трубосварочных баз и целесообразности их при.менения. Требуемое число сварочных баз определяют по формуле: max где G - число баз; /3 - коэффициент, характеризующий отношение числа стыков труб, выполненных на сварочных базах, к числу баз (на трассе, заводе и т. п.), ;3я=0,65; Lmax -~ протяженность участка трубопровода, прокладываемого в год максимальной нагрузки, км; / - длина труб, м; П - нормативная производительность сварочной базы, стык/год; п - число стендов автоматической сварки на базе; А - коэффициент использования базы, учитывающий организационно-технические перерывы, k = 0,6. Для простейших производительность определяется количеством стендов. Простейшие зависимости от требуемого темпа сварочно-монтажных работ (в нашем случае - заданного) имеют следующее количество стендов (табл. 8.3). Таблица 8.3 Производительность сварочно-монтажных работ
Производительность определяется с учетом факторов, влияющих на процесс стыков труб: 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 [ 24 ] 25 26 27 28 29 30 31 32 33 34 35 36 37 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
