
|
|
|
|
Главная Переработка нефти и газа Метод стандартизован (ГОСТ 9450-76). В качестве нндентора прн измерении микротвердостн чаще всего, как и в случае определения твердости ио Виккерсу, используют правильную четырехгранную алмазную пирамиду с углом при вершине 136°. Эта пирамида плавно вдавливается в образец прн нагрузках 0,05-5Н. Число микротвердостн -,, МПа, определяется по формуле q-1,854-10 где Я - нагрузка, Н; ti -диагональ отпечатка, обычно 7-50 мкм; dil,Sb4 - площадь боковой поверхности полученного пирамидального отпечатка. По ГОСТу число микротвердости, МПа, записывают без единицы измерения, например /д-1050. Микротвердость массивных образцов измеряют на металлографических шлифах, приготовленных специальным образом. Глубина вдавливания индеитора при определении микротвердости ((i/7) составляет несколько микрометров и соизмерима с глубиной получаемого в результате механической шлифовки и полировки наклепанного поверхностного слоя. Поэтому методика удаления этого слоя имеет особенно важное значение. Наклепанный слой удаляют обычно одним пз трех методов: элек-тронолировкой, отжигом готовых шлифов в вакууме или инертной атмосфере и глубоким химическим травлением. Прн нспользованнк любого метода экспериментально устанавливают режим (время элсктро-полировкп или травления, плотность тока и концентрацию реактива, температуру н время отжига и т. д.), ири котором полиостью снимается наклей в поверхностно.м слое образца. Для этого строят зависимость Н Q от параметра, из.меняемого при подборе режима снятия наклепанного слоя. Момент ьыхода на горизонталь величины Hq соответствует оптимальному рен<иму, который затем используется прн подготовке аналогичных образцов. Для определения микротвердости в СССР серийно выпускают прибор марки ПМТ-3 (рнс. 149, а). На чугунном основании / закреплена колонна 3 с резьбой, а на ней - кронштейн с микроскопом н нагружа-" ющнм устройством. Для установки кронштейна на требуемой высоте служат гайка 4 и стопорный винт. Микроскоп состоит из тубуса 8, окуляр-микрометра 7, сменного объектива 10 (40- или 8-кратного) и осветительного устройства 9. Для грубой наводки на резкость микроскоп можно перемещать по высоте относительно кронштейна виитом 6, связанным с реечным устройством. Прежде чем вращать винт 6, необходимо ослабить винт, расположенный на правой части кронштейна. Для тонкой иаводкн иа резкость микроскоп перемещают в вертикальном направлении вращением микрометрического винта 5. К ннжией части тубуса микроскопа прикреплен механизм нагружения 14. На рнс. 149,6 показана его схема. Грузнкн в виде дисков с прорезями надевают на стержень 17, в нижнем конце которого крепится оправка с алмазным индентором 16. Стержень подвешен к кронштейну на двух плоских пружинах 20 и 21. Прн повороте рукоятки 18 на себя стержень 17 освобождается и перемещается под действием грузов вниз, вдавливая нндентор в поверхность образца. На основании прибора установлен предметный столик 11, который может перемещаться в двух взаимно перпендикулярных направлениях при помощи микрометрических винтов 12 и 13. Кроме того, столик можно поворачивать рукояткой 2 вокруг своей осн на 180°. Для нанесения отпечатка испытуемый образец устанавливают под микроскопом и выбирают на пен место, в котором необходимо измерить мнкротвер-дость. Затем перемещают образец так, чтобы выбранное место оказалось под острием алмазной пирамиды (поворотом предметного сто- 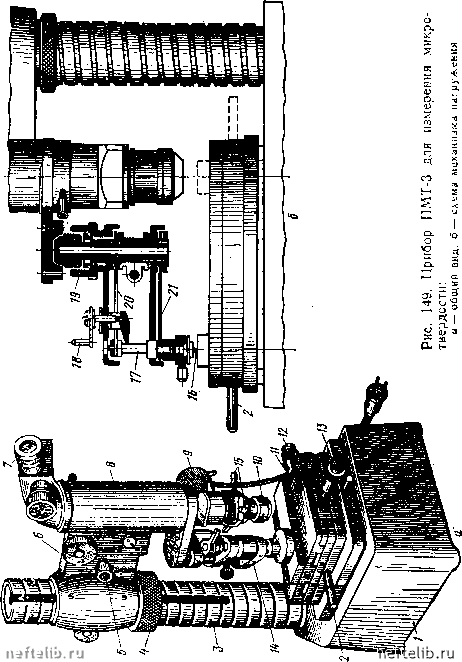 лика на 180° до упора). После вдавливания индентора и снятия нагрузки с образца последний вновь переводят под микроскоп и измеряют длину диагонали отпечатка. Для обеспечения точного замера мик-ротвердости прибор должен быть тщательно юстирован. Задача юстировки- точное совмещение оптической оси с осью нагружения прн повороте предметного столика на 180". Иными словами, необходимо добиться, чтобы отпечаток наносился именно на том месте, которое было выбрано под микроскопом. Центрирующее устройство, позволяющее перемещать объектив в горизонтальной плоскости, приводится в действие винтами 15 (см. рис. 49, а). Схема центровки приведена на рис. 150. Сначала устанавливают перекрытие нитей окуляр-микрометра точно в центре поля зрения мнк- 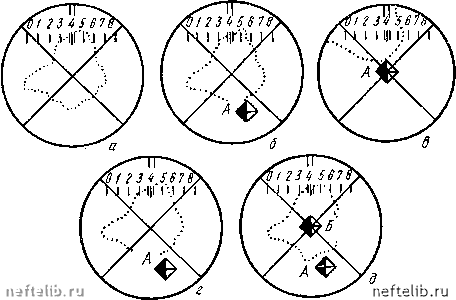 Рис. 150. Схема центровки прибора ПМТ-3 роскопа. Для этого перемещающийся при вращении барабанчика оку-ляр-мнкро.четра сдвоенный штрих должен находиться против цифры 4 неподвижной шкалы окуляра, а нуль шкалы барабанчика - точно против риски. Затем перемещением предметного столика со шлифом подводят под перекрестие выбранное для испытания место (см. рис. 150, а) и наносят отпечаток. Но если прибор не отцентрован, отпечаток получится в стороне от перекрестия (см. рис. 150,6). Центровочными винтами 15 (см. рис. 149, а) перемещают перекрестие до тех пор, пока оно не совпадет с центром получившегося отпечатка А (см. рис. 150, е). Затем опять перемещают столик (микрометрическими винтами) так, чтобы перекрестие пришлось иа то место, где нужно сделать отпечаток (см. рис. 150, г). Вновь сделанный отпечаток Б должен быть точно в заданном месте (см. рис. 150, <?). Если этого не произойдет, все операции повторяют сначала. Операции центровки часто приходится выполнять и в процессе работы, после предварительной настройки прибора. Вторая задача юстировки - правильная установка по высоте механизма нагружения. При этом острие алмаза (см. рис, 149, б) долж- но касаться поверхности образца, а микроскоп сфокусирован на эту поверхность. Юстировка по высоте осуществляется гайкой 19. Необходимо добиться такого положения, чтобы без нагрузки на поверхности шлифа из какого-нибудь мягкого металла (например, алюминия илн олова) не появлялось отпечатка, а при нагрузке 0,005 Н появился бы очень маленький отпечаток. Юстировку по высоте можно проводить на эталоне с точно известной твердостью (например, на кристалле NaCl). Поднимая илн опуская нагружающий механизм, необходимо добиться получения отпечатка с такой диагональю, которая бы соответствовала микротвердости эталона. При измерении микротвердости расстояние между центрами соседних отпечатков должно быть не менее двух длин диагонали большего отпечатка. Таким же должно быть расстояние от центра отпечатка до края образца, длина диагонали отпечатка - не более полуторной толщины образца. Для определения числа .микротвердостн по длине диагонали при разных нагрузках Р существуют специальные таблицы и номограммы. Фактически метод мнкротвердости - это разновидность метода Внккерса и отличается от него только использованием меньших нагрузок и соответственно меньшим размером отпечатка. Поэтому физический смысл числа микротвердости аналогичен HV. Для гомогенных однофазных материалов с крупным зерном ЯНУ. Часто наблюдаемые отклонения от этого равенства, особенно в области Р<0,05-0,1Н, объясняются в основном большими погрешностями измерения микро-твердости. Источники этих погрешностей - вибрации, пнструменталь-ные ошибки в измерении длины диагонали отпечатка, неидентичность условий ручного нагружения, искажения структуры поверхностного слоя и др. По мере уменьшения нагрузки все погрешности возрастают. Поэтому не рекомендуется работать с нагрузками, которые дают отпечатки с (i<8-9 мкм. Использование приставок для автоматического нагружения, всемерное устранение вибраций, тщательная отработка методики приготовления шлифов позволяют свести ошибки в определении числа микротвердостн к минимуму. Таблица 14
Примечание. Микротвердость ледебурита у стали XI2 равна 7500-8500, а у чугуиа Ю ООО-И 250 МПа. * В числителе зернистый, а в знаменателе пластинчатый перлит. Как уже отмечалось, главная ценность метода мнкротвердости - это возможность оценки твердости отдельных фаз и структурных составляющих, что очень важно ири решении многих металловедческих задач и чего нельзя сделать другими методами. В табл. 14 представлены данные о микротвердости основных структурных составляющих ряда сталей н чугуна. 5. другие методы определения твердости Помимо методов определения твердости прн статическом вдавливании нндентора, ограниченно применяют также методы царапания и динамические способы оценки твердости. Метод царапания состоит в нанесении царапины на поверхности образца алмазным или другим недеформнрующимся индентором, находящимся под постоянной нагрузкой. Метод не стандартизован и на практике используют различные критерии твердости царапанием ц. Часто за Нц принимают одну из следующих характеристик: 1) величину нагрузки Р, ири которой получается царапина заданной ширины (обычно Ь = \0 мкм); 2) ширину царапины при заданной нагрузке; 3) величину, обратно пропорциональную ширине или квадрату ширины царапины при определенной нагрузке, например ЯцЮООО/б при Я=0,ЗН. Наиболее правильно, по-видимому, оценивать число твердости царапанием как отношение вертикальной нагрузки Р к про- екцин царапины иа поверхности образца: Нц = = 4Р/Ь. В этом случае единица измерения Иц получается такой же, как и других чисел твердости, определяемых при вдавливании нндентора. В качестве индеитооа используют либо конус с углом при вершине 90 (реже 120°), лиоо трех- или четырехгранную пирамиду. Образцы перед испытанием полируют. Для измерения ширины царапины, не превышающей обычно несколько десятков микрометров, применяют измерительный микроскоп. Твердость методом царапания определяют в условиях местного разрушения металла, а ие в условиях упругого или пластического деформирования. При образовании царапины металл сначала пластически деформируется, а затем, когда напряжения достигают величины, соответствующей сопротивлению разрушению (путем среза), происх.о-дит разрыв. Так как для одного и того же металла истинное сопротивление разрыву Sk практически не зависит от степени предварительного наклепа, величина Иц не связана со способом подготовки поверхности. Между характеристиками твердости царапаиием и Sh существуют определенные связи. Например, по Н. Н. Давиденкову, в случае использования алмазного конуса с углом 90" 5;=40(1/&о,5-22,5), МПа, где &о,5 - ширина царапины при нагрузке 0,5Н, Величина ц характеризует также износостойкость материала, его обрабатываемость резанием. Из динамических методов определения твердости наиболее известен метод упругого отскока бойка (твердость по Шору, ГОСТ 2373- 78). Твердость определяется при помощи бойка с алмазным наконечником, который падает иа поверхность образца с фиксированной высоты. Энергия бойка расходуется на упругую и пластическую деформацию в месте удара и на последующее поднятие бойка. Чем больше высота подъема бойка после удара, тем, следовательно, меньшая эиер- гия израсходована на деформацию образца и тем больше должна быть его твердость. Число твердости по Шору HSD измеряют в условных единицах, соответствующих высоте подъема бойка, причем HSD=100 принято для закаленной иа мартенсит эвтектондной инструментальной стали. При комнатной температуре метод Шора используют для сравнения твердых металлических сплавов» с близкими упругими характеристиками. Кратковременность соприкосновения бойка с образцом и простота метода делают его перспективным для оценки твердости ирн высоких температурах (>1400К), когда существующие материалы инденторов уже не позволяют проводить статические испытания. Из других динамических методов следует отметить способ ориентировочного определения твердости прн помощи переносного прибора путем динамического вдавливания шарового или конического нндентора (для стали этот метод стандартизован, ГОСТ 18771-73). Принцип действия прибора сводится к тому, что шарик под действием наносимого вручную удара одновременно вдавливается в испытуемую поверхность и эталонный образец с известной твердостью. Число сравнительной твердости (о ]/ - dl )/{d - ~ dj] нв где НВэ - число твердости эталона по Бринеллю; d, d - диаметр отпечатка на поверхности испытуемого материала и эталона; D - диаметр шарнка, обычно 10 мм; тшэ и Т1шо - динамические коэффициенты твердости эталона и образца при ударном внедрении шарика со скоростью 0,75-2 м/с. Результаты иснытання получаются тем точнее, чем ближе по твердости эталон и образец. Метод используют для контроля крупногабаритных изделий и деталей, установка которых на специальном приборе затруднительна. глава vm жаропрочность По мере развития техники все большее число деталей машин и механизмов работает при повышенных температурах. Лопатки турбии, обшивка с{)юзеляжа и крыльев самолетов, нагруженные клапаны мощных двигателей, узлы атомных реакторов - вот лишь отдельные примеры таких деталей. Надежность их работы определяется жаропрочностью металлических материалов, из которых они изготовлены. Жаропрочность - это способность металлов работать под напряжением в условиях повышенных температур без заметной остаточной деформации и разрушения. дvя количественной оценки характеристик жаропрочности металлов и сплавов используют несколько методов механических испытаний. Наиболее важные из них- испытания на ползучесть и длительную прочность, проводимые обычно по схеме одноосного растяжения. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 [ 42 ] 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 |
|||||||||||||||||
 |
 |
