|
|
|
|
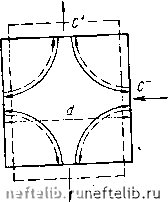
Главная Переработка нефти и газа разование вакансии на сжатой границе равнозначно выходу на нее одного атома из кристалла. Если атом-куб с ребром то для его выхода на поверхность границы потребуется затратить работу против внешнего напряжения S, равную SbXbSb. В результате концентрация вакансий на растянутых границах окажется выше, чем на сжатых - возникнет градиент концентрации вакансий, который приведет к их направленному перемещению от горизонтальных к вертикальным границам вдоль сплошных стрелок иа рис. 153. Встречный поток атомов (вдоль пунктирных стрелок на рис. 153) вызовет удлинение и соответствующее сужение зерна. В установившемся режиме число вакансий, перенесенных за 1 с через поверхность с?, будет Ф - -/rf, где по закону Фика диффузионный поток / = = -DgradC. Здесь D-коэффициент объемной диффузии, а градиент концентраций gradC = a(C+-С)/d, где а - коэффициент пропорциональности, а С+ и С" - концентрации вакансий у растянутых и сжатых границ. Тогда Ф=DdX Xgrad CaDCollexp(SbykT~exp(SbykT)] и Ф-= 2aOCo/sh (5677), (96) где Cq - концентрация вакансий в единице объема, связанная с равновесной коицентрациен вакансий поСф, I - путь диффузии. Уравнение (96) можно записать и с использованием коэффициента самоднффузии D = Оп1) = ОСф: = (2aDd/b)s\\(Sb/kT). Удлинение кристалла в результате выхода иа его растянутую поверхность d одного атома объемом Ь составит Д6== (63/2) i/d)=b/d\ Для Ф атомов (вакансий), перенесенных за 1 с, получим скорость диффузионной ползучести Vu = d6/dx = Ob/ /d={2aD/d)sh(SbykT). При низких напряжениях гиперболический синус можно принять равным его аргументу, и тогда Рис 153. Направления движения вакансий и атомов (пунктир) при диффузионной ползучести DSbVdkT. (97) Рассмотренная модель диффузионной ползучести носит имя ее авторов - Набарро и Херрннга. В последние годы она была усовершенствована с учетом геометрии зерен. Однако вид уравнения (97) оста,1ся практически неизменным (в него только введен коэффициент, зависящий от формы зерна). Помимо ползучести Набарро - Херрннга, которая учитывает перенос вещества через объем кристаллов, большое значение в последние годы придается диффузионной ползучести Кобла, который предположил, что диффузионные потоки идут ие ио объему, а вдоль границ зерен. Скорость ползучести по Коблу in-B(SbW)(6)AVd3). (98) где Drp - коэффициент зернограничной диффузии; ш - ширина границы зерна, через которую проходит диффузионный поток; Б - коэффициент, зависящий от формы зерна. Направленный массоперенос по объему и границам зерен проходит одновременно, а их вклад в деформацию будет различным в зависимости от температуры, напряжения и размера зерна, что следует из сопоставления формул (97) и (98). Зернограничная диффузия идет значительно быстрее, чем объемная, ее энергия активации составляет всего 0,35-0,7 от энергии активации объемной диффузии. Поэтому Drp не так сильно уменьшается при понижении температуры, как коэффициент объемной диффузии, и ползучесть Кобла должна вносить тем ббльший относительный вклад в общую диффузионную ползучесть, чем ниже температура. Если раньше считали, что диффузионная ползучесть существенна только при очень высоких температурах (выше 0,8-0,9 Гдл), то теперь установлено ее большое практическое значение (в первую очередь ползучести Кобла) во всем температурном интервале высокотемпературной ползучести, т.е. выше 0,4-0,6 Тал. Из диаграммы на рис. 151, (Я видно, что температурно-силовые области проявления диффузионной и высокотемпературной ползучести с возвратом сильно перекрываются. Вклад диффузионной ползучести в общее удлинение в этих условиях тем значительнее, чем выше температура, ниже напряжение и меньше размер зерна. По уравнениям (97) и (98) скорость диффузионной ползучести прямо пропорциональна напряжению. Это соответствует ньютоновскому закону вязкого течения и предполагает, что направленный массоперенос может идти при любом сколь угодно малом напряжении. Теперь экспериментально установлено наличие у каждого материала порогового напряжения So, ниже которого диффузионная ползучесть не развивается. Величина So= (A/d)exp{U/кТ), где Л и и - константы. Из этого уравнения следует, что пороговое напряжение уменьшается с повышением температуры и укрупнением зериа. В области высоких гомологических температур Sq становится настолько малым, что его трудно экспериментально зафиксировать. Поскольку наличие порогового ианряжеиия характерно для диффузионной ползучести, она должна подчиняться ие ньютоновскому (когда Vn-S), а бингамовскому закону течения (99) Следовательно, в уравнениях (97) и (98), сохраняющих свою силу, следует действующее напряжение 5 заменить на разность между ним и пороговым напряжением {S-So). Коэффициент К в уравнении (99) заменяет все остальные члены уравнений (97) и (98). Из приведенного выше анализа скорости ползучести следует, что основными факторами, определяющими механизм деформации и величину vy являются температура 7, напряжение S или и размер зерна d. Поэтому в последние годы получили распространение предложенные Эшби карты механизмов деформации, которые чаще всего строят в координатах т-Т при rf = const. Для удобства сравнения металлов с разными температурами плавления и модулями упругости используют координаты x/G-Т/Тпл (см. рис. 151,6). При заданных значениях S и Т ползучесть может осуществляться за счет действия нескольких механизмов деформации. Границы соседних областей на рис. 151,6 - это геометрическое место точек температур и напряжений, обеспечивающих одинаковый вклад двух конкурирующих механизмов деформации в общую ползучесть, а точки встречи трех областей соответствуют равенству вкладов трех механизмов деформации. Положение границ областей рассчитывают но уравнениям скорости различных видов ползучести. Карты механизмов деформации полезны для наглядного изображения смены доминирующих механизмов ползучести при изменении условий нагружения, а также размера зерна в материале. 2. Испытания иа ползучесть Для оценки поведения металлов и сплавов в условиях ползучести проводят различные испытания. Обычно в этих испытаниях реализуются условия высокотемпературной и диффузионной ползучести, так как их ведут прн температурах выше 0,4-0,6 Тпл, соответствующих рабочим температурам жаропрочных металлических материалов. Основной целью стандартных испытаний на ползучесть при растяжении (ГОСТ 3248-60) является определение предела ползучести материала. Предел ползучести - это наибольшее условное растягивающее напряжение, при котором скорость или деформация ползучести за определенное время достигают заданной величины. В случае высокотемпературной ползучести имеется в виду скорость на установившейся стадии. Если допуск дается по скорости ползучести, то предел ползучести обозначается буквой о с двумя индексами - нижний соответствует заданной Vn, а верхний - тем- пературе испытания, °С. Например, о jJJJ-* - это предел ползучести при 1100°С и Un=l*10~* 7о/ч. Если задается относительное удлинение и время его достижения, то в обозначение предела ползучести вводят три индекса; один верхний соответствует температуре испытания, а два нижних- деформации и времени. Например, oqq -предел ползучести при 800 °С, когда 6=1% достигается за 1000 ч. Испытания проводят на образцах с круглым или прямоугольным сечением рабочей части (рис. 54). Цилиндрический образец имеет диаметр 10 и расчетную длину 100 или 200 мм, плоский - ширину 15 и расчетную длину 100 мм. Допускается использование других образцов с диаметром rfo5 мм и расчетной длиной 1а = Ъйа или lOofo. Форма и размеры головок определяются конструкцией захватов испытательной машины и необходимостью крепления тензометра (см. рис. 154, в, буртнк на головке). Как и прн кратковременных высокотемпературных испытаниях на растяжение, головки делают резьбовыми, что обеспечивает наиболее прочное крепление образца в захватах. Основные характеристики машин для испытаний иа ползучесть и длительную прочность регламентирует ГОСТ 15533-70. Испытательная машина должна состоять из следующих основных блоков: нагружающего устройства, нагревательной печи с терморегулятором, приборов для измерения температуры н деформации. Поскольку для определения предела ползучести при одной температуре требуется несколько образцов н испытания продолжаются з течение сотен и тысяч часов, нагружающие устройства конструируют таким образом, чтобы на одной установке можно было одновременно испытывать по нескольку образцов. Нагрузка на образец обычно подается через рычажную систему. lpac,WO±0,l 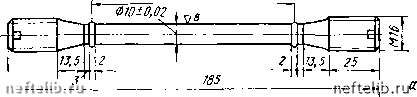 010*0,02 23,5t0,2 Ipac4. = l00i0,l 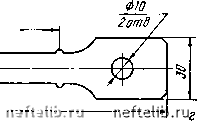 Рнс. 154. Образцы для испытаний на ползучесть (а-г - различные типы образцов) На рис. 155 показана принципиальная схема машины для испытании на ползучесть. Нагружение образца 5 производится рычажной системой 7, соединенной с нижним захватом. Верхний захват связан с механизмом 5, обеспечивающим перемещение образца вдоль вертикальной оси нечи. Во многих машинах во время испытания постоянной поддерживается нагрузка, а не напряжение, которое со временем может несколько повышаться из-за сужения образца. Для обеспечения постоянства напряжения необходимо использовать специальные устройства, автоматически уменьшающие нагрузку по мере удлинения образца, например фигурный рычаг, плечо которого меняется в зависимости от удлинения образца. Поскольку характеристики ползучести очень чувствительны к температуре, должны быть приняты все меры для обеспечения строгого ее постоянства во всех точках расчетной длины образца в течение всего испытания. На схеме (см. рис. 155) образец нагревается в электропе- чи 4, которая снабжена терморегулятором 5, обеспечивающим достаточно точное поддержание температуры. Для измерения температуры на образце устанавливают две (ири /оЮО мм) илн трн (ири ;о> >100 мм) термопары, горячие спаи которых соприкасаются с поверхностью образца. По стандарту отклонения от заданной температуры в процессе испытания не должны превышать ±(3-6) (до 1473 К). На практике стремятся к еще большему постоянству температуры. Испытания химически активных, в частности тугоплавких металлов и сплавов, проводят в вакуумных печах или в инертной атмосфере. При температурах выше 1500 К точность ее поддержания получается не меньше ± 10 Удлинение образца замеряют с точностью не менее 0,002 мм, используя специальные индикаторы с ценой деления 0,001 мм (см. рис. 155,2), катетометры, тензометры и другие измерители деформации. Испытание проводят в следующей последовательности. Устанавливают образец в захватах, закрепляют на нем термопары н измеритель деформации, а затем упруго нагружают его при комнатной температуре для проверки правильности центровки в захватах. После этого надвигают на образец печь, где он постепенно (не более 8 ч) нагревается до заданной температуры н выдерживается при ней не менее 1 ч. Затем подают предварительную нагрузку, равную 10 % от общей, и в течение 5 мин следят за показаниями измерителя деформации. Если показания остаются постоянными, производят плавную догрузку образца до заданной величины. Через определенные промежутки времени фиксируют величину удлинения и по результатам этих замеров строят первичную кривую ползучести. В наиболее совершенных установках кривая ползучести записывается автоматически во время испытания. При определении предела ползучести допуск на удлинение составляет от 0,1 до 1 % за 100, 300, 500 или 1000 ч. В некоторых случаях, например для жаропрочных материалов, используемых в энергомашиностроении, это время может быть больше, вплоть до 100 000 ч. Задаваемая скорость ползучести в большинстве случаев колеблется в пределах 10"--10- %/ч, чаще всего lO-"*-10- %1ч. 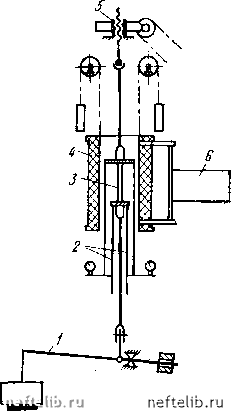 Рис. 155. Схема машины для испытаний на ползучесть 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 [ 44 ] 45 46 47 48 49 50 51 52 53 54 55 56 57 |
||||||
 |
 |