
|
|
|
|
Главная Переработка нефти и газа можно получить следующие выражения при изменении основных геометрических параметров. Изменение ширины выходного канала В2. Относительное изменение подачи насоса при постоянном значении напора выражается формулой (AQ\ =AB тогда для новой точки Q + (AQ)p2 - H относительное изменение мощности в первом приближении (AN, AQ Анализ погрешности изготовления деталей насосов показал, что рабочие колеса промышленных образцов выходят с отклонениями по В2 ± 2 %, что приводит к идентичным отклонениям (AQ (AN Изменение угла выхода лопатки в 2 , приводит к изменению подачи Q при неизменном значении H: 1+ Q -в2 sine 2 • cose 2" где в 2 - угол в радианах. Для новой точки Q + (AQ)e2 - H относительное изменение мощности (AN , ( AQ Иеточности при литье колеса могут приводить к отклонениям в 2 порядка ±1°, что для расчетного угла в 2 ~20 приводит к относительному изменению (AQ =±(5 .6) %. К изменению подачи насоса приблизительно такого же порядка приводит отклонение угла входа в1 на ±1°. Изменение средней толщины лопатки на выходе 52 так же, как любое изменение толщины лопатки по длине, изменяет площадь поперечного сечения выхода каналов и, соответственно, скорость и12. При неизменном значении Н относительное изменение Q можно подсчитать по формуле ) AQ, K А52 Q -5 nD2Sine2 - K 52 Z-5 2 где Z - число лопаток колеса; K - параметр, зависящий от способа подрезки лопаток на выходе: подрезка отсутствует - K = = 1 , подрезка только рабочей стороны лопатки - K = 1 , подрезка рабочей и тыльной стороны лопатки - K = 0,5, подрезка только тыльной стороны лопатки - K = 0. Для точки Q + (AQ)52 Н относительное изменение мощности приблизительно равно относительному изменению подачи: )AN , =(AQ 5 2 5 2 При неточном литье относительное изменение толщины лопаток может достигать ±20 %, что приводит к изменению величины (AQ/Q)52 на ±1,5 %. При отклонениях средней толщины лопаток на входе 51 наблюдается относительное изменение производительности того же порядка. Большой интерес для изучения представляет влияние зазора между рабочим колесом центробежного насоса и языком спирального отвода, а также формы языка на параметры центробежного насоса. Величина зазора между колесом и отводом должна быть оптимальной. Реальный поток, ориентируясь в области языка, "приспосабливается" к обтеканию с минимальными потерями. В момент прохождения концов лопастей колеса мимо языка спирали возникают гидравлические удары и пульсации давления, энергия которых для насосов с большим коэффициентом быстроходности ns довольно значительна. Если величина зазора мала, то местное ударное понижение давления до уровня, меньшего давления паров, может привести к локальной кави-тационной эрозии, насос работает с шумом и повышенной вибрацией. Увеличение зазора путем обточки языка уменьшает интенсивность пульсаций. Кроме того, по некоторым исследованиям обточка аналогична подрезке выходных концов лопаток колеса: уменьшается крутизна напорной характеристики насо- са, повышается напор при большей производительности. При нулевой подаче напор остается неизменным, максимальный КПД повышается и смещается в сторону больших подач (рис. 12.2). При чрезмерном увеличении зазора растут объемные потери, следовательно, снижается КПД. Толщина языка своеобразно влияет на характеристики потока в спиральном отводе. Поток, поступающий со стороны рабочего колеса к языку, в так называемую "точку торможения", замедляется и часть его даже вытесняется назад в сторону колеса, из-за чего окружная симметрия потока за колесом нарушается даже для расчетной подачи. Однако при неизменном диаметре основной окружности спирального отвода максимальный КПД и оптимальная величина подачи остаются постоянными вплоть до значительных толщин языка, что подтверждает теорию об ориентировке, приспосабливаемости потока в точке торможения, о его малой реакции на имеющееся существенное нарушение окружной симметрии. Потери напора и, соответственно, КПД насоса связаны с потерями преобразования в напорном патрубке. В реальном насосе отклонения размеров отличаются от величин, указанных в документации. Тогда, располагая необходимыми данными обмеров, общее относительное отклонение подачи нений AQ Q можно определять как сумму элементарных откло-
и прогнозировать Иа отклонение параметров магистральных насосов от пас- Рис. 12.2. Влияние обточки языка насоса на его характеристику (обточка до 10 %) 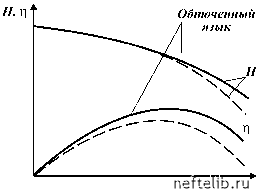 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 [ 80 ] 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 |
||||||||||||||||||
 |
 |
