
|
|
|
|
Главная Переработка нефти и газа Т а б л и ца 4.2 Размеры муфты для ремонта
Цилиндрические части муфты длиной 13 изготавливают из двух полуобечаек, вырезанных из трубы диаметром D. Из той же трубы готовят и кольца "К". Все детали муфты (кроме технологических колец) с помощью прихваток собирают на шаблоне и приваривают корень всех кольцевых швов. Затем муфту разрезают вдоль продольной оси на две половинки так, чтобы рез был продолжением незаваренных пазов конической части муфты. Обе половинки снимают с шаблона, абразивным кругом расчищают корень всех швов и приваривают их изнутри. Усиление подварочных швов, соединяющих коническую часть муфты с цилиндрической длиной 13, снимают абразивным кругом заподлицо с основным металлом. Ремонт по данной технологии возможен без удаления перекачиваемого продукта из трубопровода при остаточном давлении не более 2,0 МПа. 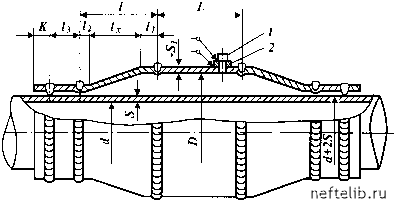 Рис. 4.13. Муфта для ремонта трубопроводов: 1 - пробка; 2 - бобышка Полумуфты собирают на поврежденном участке тр убопр овода, стягивают их между собой до получения минимального зазора, а затем сваривают продольные швы. При этом бобышка должна находиться в верхней точке муфты. После заварки продольных швов муфты устанавливают технологические кольца "К" и сваривают их продольные швы. Продольные швы муфты и продольные швы колец должны быть смещены относительно друг друга на величину не менее 1 00 мм, а зазор между муфтой и кольцом должен б ы ть 6-8 мм. Сварка выполняется с полным проваром. После сварки продольных швов муфту кольцевыми швами приваривают к трубе и технологическим кольцам. Через бобышку заливают нагретую антикоррозионную жидкость так, чтобы в полости между наружной стенкой трубы и внутренней стенкой муфты не осталось воздушных пузырьков. После заполнения полости в бобышку вставляют пробку и обваривают ее по периметру. В качестве антикоррозионной жидкости могут использоваться трансформаторное масло, нефть. После окончания сварочных работ со швов тщательно удаляют шлак и на отремонтированный участок наносят изоляцию. Перед наложением аварийных хомутов, состоящих из двух половин (см. рис. 4.7) с прокладкой из резины или свинца, а также с лапами и болтовыми стяжками (прокладка перекрывает дефекты не менее чем на 40 мм в каждую сторону), необходимо определить границы дефекта (трещины). С этой целью участок трубопровода по 20 мм в каждую сторону от дефекта тщательно очищают от перекачиваемого продукта, изоляции и ржавчины, протирают ветошью, смоченной в керосине, и просушивают. После этого с помощью специальных приборов (ультразвуковых либо оптических) следует установить границы дефекта. Концы трещин засверливают на расстоянии не менее 30 мм от краев; эти глухие отверстия забивают металлическими пробками и обваривают. Половины хомута шириной 200-300 мм устанавливают на поврежденное место и стягивают болтами. Зазор между трубой и хомутом не должен превышать 1 ,5-2,0 мм. Прихватками закрепляют половину хомута, закрывающую дефектное место трубопровода. Затем выворачивают болты, обрезают лапы и приваривают к трубопроводу прихваченную половину хомута. Аварии при трещинах длиной до 50 мм на продольных стыках ликвидируют также с помощью аварийных хомутов, но при условии предварительного сошлифовывания сварного шва заподлицо с трубой. Сквозные трещины поперечных сварных стыков длиной до 50 мм должны ликвидироваться с помощью специальных галтельных хомутов, имеющих желоб. При монтаже в желоб помещается дефектный стык с прокладкой из бензостойкой резины или свинца. Прокладка должна перекрывать трещину на 50-70 мм с каждой стороны. При отсутствии заводских галтельных хомутов разрешается применять хомуты, изготовленные собственными силами в управлениях магистральными нефтепроводами, технология изготовления которых заключается в следующем (рис. 4.14 и 4.15): вырезают три кольца из трубы соответствующего диаметра (1020 или 1220 мм) с толщиной стенки 12-15 мм: шириной 260 мм - два кольца и 300 мм - одно кольцо; кольца разрезают на две части вдоль продольных заводских швов; швы сдувают полностью газорезкой со снятием фасок под углом 30° и притуплением кромок на 1 ,5-2 мм; кольцо 03 накладывают на кольца 01 и 02, при этом между кольцами 01 и 02 образуется желоб шириной 100 мм; 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 [ 28 ] 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
