|
|
|
|
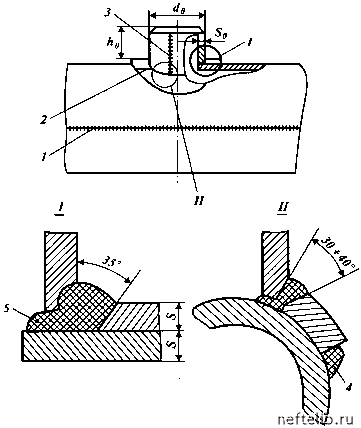
Главная Переработка нефти и газа Рис. 4.19. Присоединение патрубка (отвода): 1 - продольный шов трубы; 2 - продольный шов воротника; 3 - продольный шов патрубка; 4 - сварной шов; S0 - толщина стенки патрубка Схема разделки кромок свариваемых деталей показана на рис. 4.19; по всему периметру соединения отвода с магистралью должна быть выполнена внутренняя подварка. Врезка отводов диаметром 200 мм и более должна выполняться путем присоединения к трубопроводу составного тройника заводского изготовления (тройник состоит из двух полуобечаек, одна из которых имеет отвод и усиливающие полукольца). Подготовка к монтажным работам включает следующие операции: очистку места присоединения от изоляции; определение местоположения продольных и поперечных сварных швов; определение толщины стенки трубы и ее качества (ультразвуковым методом контролируется пояс шириной 40 - 60 мм под предполагаемые кольцевые швы; стенка трубы не должна иметь дефектов и отклонений толщины, более допускаемых по СНиП); зачистку до металлического блеска с помощью шлифма-шинки, напильников, щеток мест под сварку; очистку от грязи и ржавчины кромок свариваемых деталей тройника. Работы по присоединению тройников разрешается выполнять на опорожненных и заполненных перекачиваемым продуктом трубопроводах при внутреннем давлении до 2,0 МПа. Тройник следует собирать на трубопроводе с помощью технологических скоб или наружных центраторов, добиваясь плотного прилегания полуобечаек к стенке трубы и обеспечения зазора между их кромками в 2 - 5 мм. Наружные центраторы и другие сборочные технологические элементы снимают только после сварки корневого слоя продольных швов как тройника, так и силовых элементов. Сварка продольных кромок полуобечаек тройника, особенно первых двух проходов, должна выполняться от середины к краям обратно-ступенчатым методом. Допускается одновременная сварка двух продольных швов двумя или четырьмя сварщиками. После сварки продольных швов силовых элементов и тройника должны выполняться кольцевые швы способом сварки "на подъем" с обязательным оплавлением всех составных элементов - стенки трубопровода, кромок тройника и силовых элементов. 4.6. ЛИКВИДАЦИЯ ПОВРЕЖДЕНИЙ НА ЛИНЕЙНОЙ АРМАТУРЕ При повреждении корпуса задвижки (обратного клапана) необходимо вырезать задвижку из трубопровода и вставить на ее место новую. Поврежденную арматуру вырезают таким же образом, как и поврежденный участок трубопровода; соединение арматуры с трубопроводом должно производиться с помощью переходников заводского изготовления или кату- шек из труб с промежуточной толщиной стенки и длиной не менее 250 мм. Работы выполняются с соблюдением требований завода - изготовителя задвижки. В исключительных случаях (отсутствие арматуры на замену или невозможность длительной остановки трубопроводов), при утечках в корпусе в виде отпотин, допускается ремонт путем зачистки дефектного места с последующей его заваркой либо приваркой заплаты. При утечках во фланцевых соединениях, а также неисправности в деталях арматуры аварию ликвидируют после освобождения ремонтируемого участка от перекачиваемого продукта до уровня ремонтируемого разъема. Набивку сальников задвижек производят после остановки перекачки при отсутствии избыточного давления в трубопроводе. Допускается набивка сальниковых уплотнений без остановки перекачки, которая должна выполняться по специальной инструкции. Используются также следующие способ и технология набивки сальниковой камеры. В качестве набивки применяется крошка маслобензостойкой резины (может быть получена из бывших в употреблении шаровых разделителей или манжет скребков; размеры зерен крошки должны быть в пределах от 10x10x0,5 до 5x5x0,2 мм). Смоченная в масле (машинном, трансформаторном, автоле и т.д.) крошка нагнетается в сальниковую камеру через специально подготовленное отверстие с помощью приспособления для набивки сальника (рис. 4.20). Технологическая последовательность выполнения операций: сверление отверстия под резьбу диаметром 22 мм на глубину (В-5), мм, где В - толщина стенок сальниковой камеры; нарезка резьбы М24; вворачивание приспособления для сверления под давлением, состоящего из пробкового крана высокого давления и камеры уплотнения; после сверления - закрытие крана и отвинчивание уплот-нительной камеры сверла; монтаж нагнетателя вместо снятой уплотнительной камеры; открытие крана; ослабление грундбуксы; нагнетание набивки до появления масла в щели между штоком задвижки и грундбуксой; проверка легкости вращения или хода штока задвижки; перекрытие крана и демонтаж нагнетателя. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 [ 32 ] 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 |
||
 |
 |