
|
|
|
|
Главная Переработка нефти и газа На одном стыке ремонтные работы от начала до конца должен осуществлять один и тот же сварщик. Детальная технология проведения ремонтных работ сваркой с указанием марок применяемых электродов, режимов сварки, количества и последовательности выполнения слоев, протяженности ремонтируемого участка должна быть отражена в технологической карте на данный вид работы, составленной с учетом всех особенностей объекта. Информация о сварке и результатах контроля ремонтируемых стыков должна быть занесена в сварочный журнал. Проверка квалификации сварщиков [21] При производстве сварочных работ каждый сварщик (бригада или звено сварщиков) должен (должны) пройти аттестационное испытание, в процессе которого должен сварить допускной стык или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе. Испытание проводится, если: сварщик (бригада) впервые приступил к сварке магистрального трубопровода или имел перерыв в своей работе более трех месяцев; сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования; изменился диаметр труб под сварку (переход от одной группы диаметров к другой) (рис. 3.4); изменена форма разделки торцов труб под сварку. Допускной стык подвергается: визуальному осмотру и обмеру; радиографическому контролю; механическим испытаниям образцов, вырезанных из сварного соединения. Если стык по визуальному осмотру и обмеру при радиографическом контроле не удовлетворяет установленным требованиям, то производятся сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схемы вырезки и необходимое число образцов 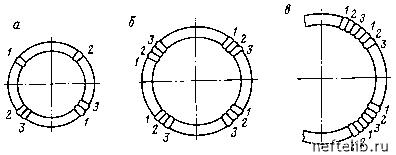 Рис. 3.4. Схема вырезки образцов для механических испытаний: а - трубы диаметром до 400 мм включительно; б - трубы диаметром от 400 до 1000 мм; в - трубы диаметром 1000 мм и более; 1 - образец для испытания на растяжение (ГОСТ 6996 - 66, тип XII или XIII); 2 - об разец для испытания на изгиб корнем шва наружу (тип XXVII или XXVIII) или на ребро; 3 - образец для испытания на изгиб корнем шва внутрь (тип XXVII или XXVIII) или на ребро для различных видов механических испытаний должны соответствовать указанным в табл. 3.26 и на рис. 3.4. Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996 - 66 и СНиП т - 42 - 80. Временное сопротивление разрыву сварного соединения, определенное на разрывных образцах со снятым усилением, должно быть не меньше нормативного значения временного сопротивления разрыву металла труб. Среднеарифметическое значение угла изгиба образцов, Таблица 3.26 Число образцов со сварными стыками для различных механических испытаний Число образцов для механических испытаний
сваренных дуговыми методами сварки, должно быть не менее 120°, а минимальное значение - не ниже 100°. Среднеарифметическое значение угла изгиба образцов, сваренных стыковой сваркой оплавлением, должно быть не менее 70°, минимальное значение - не ниже 40°. При подсчете среднего значения все углы больше 110° принимаются равными 11 0°. Если образцы, вырезанные из стыка, имеют неудовлетворительные показатели механических свойств, то испытания проводятся на удвоенном количестве образцов, вырезанных из повторно сваренного стыка; в случае получения при повторном испытании неудовлетворительных результатов бригада сварщиков или отдельный сварщик признаются не выдержавшими испытание и должны пройти переподготовку. Аттестация сварщиков на выполнение работ по заварке дефектов поверхности труб и ремонту дефектов сварных соединений осуществляется на "катушках" труб, имитирующих соответствующие повреждения поверхности или имеющих имитаторы дефектов в сварных стыках катушек [38]. Контроль сварных соединений [21] Контроль сварных стыков нефтепроводов производится: в форме систематического операционного контроля, осуществляемого в процессе сборки и сварки нефтепроводов; визуальным осмотром и обмером сварных соединений; проверкой сварных швов неразрушающими методами контроля; проведением механических испытаний сварных соединений. Операционный контроль должен выполняться производителями работ и мастерами, а самоконтроль - исполнителями работ. При операционном контроле необходимо проверять соответствие выполняемых работ рабочим чертежам, требованиям, изложенным в настоящей главе, государственным стандартам и инструкциям, утвержденным в установленном порядке. Стыки, выполненные дуговой сваркой, очищают от шлака и подвергают внешнему осмотру. При этом они не должны иметь трещин, подрезов глубиной более 0,5 мм, недопустимых смещений кромок, кратеров и выходящих на поверхность пор. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 [ 35 ] 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 |
|||||||||||||||||
 |
 |
