
|
|
|
|
Главная Переработка нефти и газа Продольные кромки муфт, колец, сегментов должны быть обработаны под несимметричную У-образную разделку (рис. 4.27). Рекомендуется делать выборку под металлическую про-кладку толщиной 2 мм или стеклоткань. При выполнении сварного шва вдоль боковой образующей нефтепровода нижнюю кромку можно сделать без скоса. Все кр омки заплат и поперечные кромки муфт, привариваемые без технологических сегментов и колец, должны быть обработаны под углом а = 45 - 90° без притупления. Наибольшая прочность достигается при а « 45° (рис. 4.28). Поперечные кромки муфт с технологическими кольцами, а также одна из кромок технологических колец должны б ыть подготовлены под сварку под углом 40-50° без притупления (рис. 4.29). Накладные элементы должны плотно прилегать к наружной поверхности трубы. Непосредственно перед сваркой кр омки накладных элементов, прилегающие к ним внутренние и наружные повер х-ности очищают на ширину не менее 10 мм. На участках по- 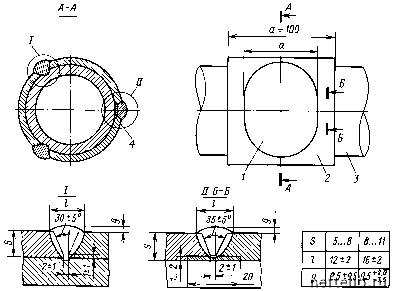 Рис. 4.27. Схема монтажа ремонтной заплаты с технологическими сегментами: 1 - заплата; 2 - технологические сегменты; 3 - труба; 4 - подкладка 290 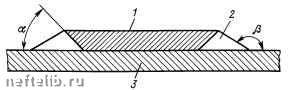 Рис. 4.28. Разделка кромок и сварка муфт и заплат без технологических колец и сегментов: 1 - накладной элемент (заплата, муфта); 2 - сварной шов; 3 - ремонтируемая труба; а - угол разделки кромок накладного элемента (а « « 45°); в - угол перехода сварного шва от накладного элемента к поверхности трубы (в > 150°) 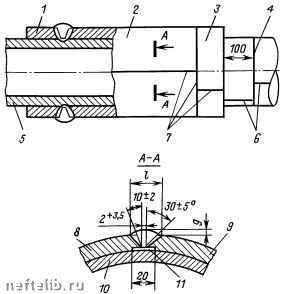 Рис. 4.29. Схема сборки и монтажа ремонтной заплаты с технологическими кольцами: 1, 3 - технологическое кольцо; 2 - муфта; 4 - сварной поперечный шов ремонтируемого нефтепровода; 5 - нефтепровод; 6 - продольный шов ремонтируемого нефтепровода; 7 - продольный шов технологического кольца; 8 - стенка нижней полумуфты; 9 - стенка верхней полумуфты; 10 - ремонтируемая труба нефтепровода; 11 - подкладка верхности трубы, прилегающих к кромкам заплат и муфт, шириной не менее четырех толщин стенки трубы производят очистку до металлического блеска. Места повреждений металла труб должны быть очищены от ржавчины и покрыты материалом, предотвращающим развитие коррозионного процесса. Непосредственно перед сваркой по периметру накладных элементов ультразвуковым толщиномером определяют толщину стенки трубы с точностью ± 0,1 мм. Накладные элементы устанавливают на поверхность трубы, стягивают до получения необходимого зазора и удерживают с помощью сборочных скоб или центратором. Технологические кольца следует собирать аналогично сборке муфт. Скошенная кромка должна быть обращена к муфте. Зазор между муфтой и технологическим кольцом или заплатой и технологическими сегментами должен быть в пределах 4-6 мм. Приварка продольных швов накладных элементов к стенке нефтепровода не допускается. На месте сборки продольных швов должна быть уложена пластина толщиной 2 мм или стеклоткань шириной 1 00- 1 50 мм. Накладные элементы без технологических сегментов, штуцеры для вентиля приваривают угловыми швами, имеющими форму неравнобедренного треугольника с основанием не менее 1 ,5 толщины накладных элементов или стенки трубы. Переход от шва к поверхности трубы должен быть плавным и образовывать угол в 150° (см. рис. 4.28). Муфты без технологических колец приваривают аналогичным образом. Продольный и поперечный сварные швы муфт и технологических колец, а также круговой шов заплаты и технологических сегментов должны перекрывать основной металл в каждую сторону от шва на 2-3,5 мм и иметь усиление высотой 1-2 мм с плавным переходом к основному металлу. Если усиление больше 2 мм, то его снимают до необходимого уровня шлифовкой. В целях улучшения качества сварного шва рекомендуется начало и конец каждого слоя смещать по периметру накладных элементов. При сварке угловых швов кратер следует выводить на металл накладного элемента с последующей его заваркой и зачисткой. Перед каждым последующим зажиганием сварочной дуги, а также перед наложением последующих швов необходимо удалять шлак, брызги наплавленного металла. Укрепляющая накладка тройника (отвода) должна привариваться к стенке трубопровода аналогично приварке муфт с технологическими кольцами. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 [ 95 ] 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 |
||
 |
 |
