
|
|
|
|
Главная Переработка нефти и газа Рис. 4.11. Расслоение металла стенки трубы нефтепровода без выхода на ее поверхность: L, L0 - размер расслоения соответственно вдоль образующей и по окружности трубы; h - глубина залегания расслоения от внешней поверхности стенки трубы; d - глубина расслоения 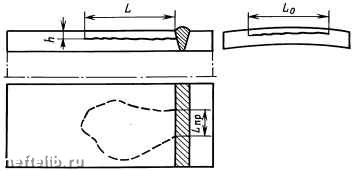 Рис. 4.12. Расслоение металла стенки трубы нефтепровода в околошовной зоне: L, L0 - размер расслоения соответственно вдоль образующей и по окружности трубы; h - глубина залегания расслоения от внешней поверхности стенки трубы; Lпр - длина примыкания расслоения к сварному шву размеры дефекта вдоль образующей трубы L и по окружности трубы L0; максимальная глубина расслоения d; глубина залегания расслоения от внешней поверхности стенки трубы h; длина примыкания расслоения к сварному шву Lпр. Если расслоение примыкает к поперечному и (или) п р о- дольному сварным швам, должна проводиться ультразвуковая дефектоскопия сварных швов с целью определения возможного наличия трещин в сварном шве. Дефектоскопию сварного шва необходимо выполнять с обеих сторон сварного шва ультразвуковым дефектоскопом с наклонными преобразователями. При контроле ультразвуковым дефектоскопом допускается применять раздельную и совмещенную схемы включения преобразователей. При наличии дополнительного дефекта "над" расслоением должны определяться параметры этого дефекта в соответствии с его типом. Инструменты и приборы для рулетка, ультразвуко- вой толщиномер, ультразвуковой дефектоскоп, переносной магнитопор ошковый дефектоскоп. 4. Потеря металла стенки механического происхождения ( риски, царапины) Проводится идентификация и визуальный контроль дефекта, в процессе которых должны проверяться: тип дефекта; наличие трещины. Контролируемые параметры (рис. 4.13): расстояние границы дефекта от поперечного А и (или) продольного В сварных швов; 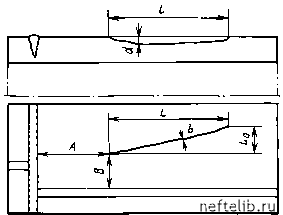 Рис. 4.13. Риска, царапина на стенке трубы нефтепровода: L, L0 - размер риски, царапины вдоль образующей и по окружности трубы соответственно; d - максимальная глубина риски, царапины; b - ширина дефекта; А, В - расстояние границы риски, царапины соответственно от поперечного и от продольного сварного шва размеры дефекта вдоль образующей трубы и по окружности трубы L0; ширина дефекта b; максимальная глубина дефекта d. С помощью лупы 4-10-кратного увеличения и метода цветной дефектоскопии должна проверяться поверхность дна дефекта на наличие трещин. Проводится ультразвуковая дефектоскопия для определения глубины трещины при ее наличии. Дефектоскопия должна проводиться наклонными преобразователями, включенными по совмещенной схеме. Инструменты и приборы для ДДК: ультразвуковой толщиномер, ультразвуковой дефектоскоп, штангенциркуль, штан-генглубиномер, микрометр-глубиномер, универсальный шаблон сварщика, линейка, рулетка, лупа, пенетрационный набор для цветной дефектоскопии. 5. Потеря металла стенки коррозионного происхождения Проводится идентификация и визуальный контроль дефекта, в процессе которых должны проверяться: тип дефекта; расстояние границы дефекта от поперечного и (или) п ро-дольного сварных швов. Контролируемые параметры (рис. 4.14): 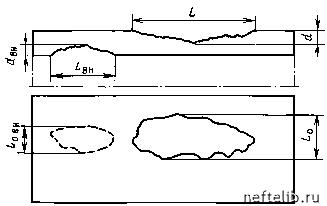 Рис. 4.14. Коррозионные дефекты на внешней и внутренней поверхности стенки трубы нефтепровода: L, L0 - размер коррозионного дефекта на внешней поверхности трубы соответственно вдоль образующей и по ее образующей; Lвн, Lо вн - размер коррозионного дефекта на внутренней поверхности трубы соответственно вдоль образующей и по ее образующей; d, dвн - максимальная глубина дефекта соответственно на внешней и на внутренней поверхности трубы 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 [ 86 ] 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 |
||
 |
 |
