
|
|
|
|
Главная Переработка нефти и газа Многосекционные сварные ремонтные муфты допускается устанавливать на участках нефтепровода с протяженными по оси трубы дефектами (длиной более 3 м) или в случаях, когда установкой односекционной муфты не удается достичь плотного обжатия трубы из-за кривизны ремонтируемого участка нефтепровода. При композитно-муфтовойй технологии ремонт выполняется в соответствии с РД 153-39-030-98 [74, 75] (с 2001 года по РД 153-39.4-067-00). Допускается ремонтировать участки с несквозными дефектами следующих типов: гофры, вмятины, потеря металла коррозионного и механического происхождения, трещины, сварочные дефекты, комбинированные дефекты. Усиление дефектного участка изоляционно-силовойй оболочкой. Оболочка состоит из двух слоев: водоотталкивающего слоя (праймер, краска, пленка и др.) и силовой оболочки (композит на основе высокопрочного стекловолокна и твердеющего состава). Толщина композитной силовой оболочки должна бы1ть (0,8 + 1,1)t. Ремонт вы1полняют в соответствии с РД 39 Р-00147105-010-97 [7]. Допускается ремонтировать участки с дефектами, не искажающими геометрической формы трубы (коррозия, расслоение металла, продольные царапины и трещины, дефекты на продольных и спиральных швах, вмятины глубиной до 20 мм). В процессе ремонта сварочные работы не используются. Установка ремонтной манжеты! «CIock Spring» (часовая пружина). Манжета представляет собой многослойную оболочку, получаемую путем намотки на дефектный участок трубы рулонного высокопрочного композитного листа с применением быстровысыхающего двухкомпонентного адгезива и шпаклевки с высоким сопротивлением сжатию. Технология разработана фирмой «Clock Spring». Имеются отечественные аналоги разработки ВН И И СТ. Допускается ремонтировать участки нефтепровода с дефектами типа потеря металла, продольная трещина, расслоение с выходом на поверхность. При этом длина дефекта по оси трубы должна быть не более диаметра трубы. При вы!резке десфекта (замене катушки): дефектный участок трубы вырезается из трубопровода и заменяется на бездефектную катушку (трубу, секцию) [69]. Этот способ используется при: авариях с разрывом трубы; недопустимом сужении проходного сечения нефтепровода; невозможности обеспечения требуемой прочности дефектного участка другими способами; затрудненности полного обследования обнаруженного дефекта. 4.3. КОНСТРУКЦИИ СВАРНЫХ УСИЛИТЕЛЬНЫХ ЭЛЕМЕНТОВ Заплата (рис. 4.2). Прочность и надежность накладных приварных заплат будут обеспечены при выполнении следующих условий. Угловые точки по периметру должны быть исключены. Для этого форма заплаты должна быть круглой или овальной. При этом исключаются концентрации напряжений в угловых точках по периметру. П ротяженность угловых швов, ориентированных вдоль трубы, должна быть сведена к минимуму, поскольку такие участки наиболее напряжены. Для этого овальные заплаты должны быть ориентированы длинной стороной по окружности трубы. П рочность угловых швов должна быть максимальной. Для этого необходимо предусмотреть обратную разделку кромок перед сваркой и выполнять швы в усиленном варианте, который впервые был предложен Р.С. Зайнуллиным (см. рис. 4.2, б). При этом шов получается неравнокатетным, расстояние между вершинами концентраторов увеличивается, траектория возможного развития трещины удлиняется. Все это в совокупности увеличивает прочность на 50-70 %, ресурс в 3-5 раз. 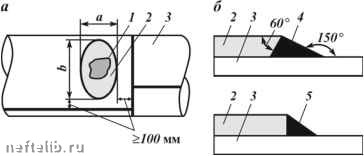 Рис. 4.2. Схема установки заплаты (а) и геометрия углового шва по периметру (б): 1 - дефект стенки трубы; 2 - заплата; 3 - стенка трубы; 4 - сварной шов усиленный; 5 - сварной шов обыкновенный равнокатетный Заплата должна обеспечивать необходимую надежность при попадании продукта под заплату. Для этого размеры заплаты должны быть ограничены следующими значениями (D - диаметр, h - толщина стенки трубы): размер по оси трубы а не более 150 мм; размер по окружности трубы b не более 0,3D; толщина стенки заплаты hзап = (1 + 1,2)h. При установке на трубу заплата должна перекрыть место повреждения стенки трубы не менее 20 мм по периметру. Расстояние от заплаты до сварных швов нефтепровода должно быть не менее 100 мм. При этом сварные швы не будут приводить к ухудшению свойств металла в зонах термического влияния соседних швов. Угловые швы по периметру заплаты должны иметь плавные переходы от шва к основному металлу. Заплата с технологическим сегментом (рис. 4.3). 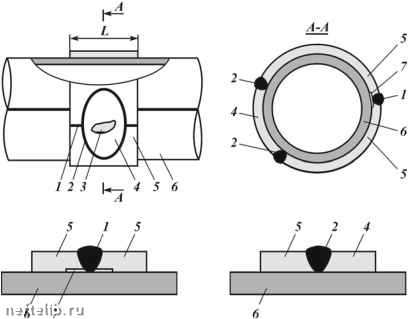 Рис. 4.3. Схема установки заплаты с технологическими сегментами: 1 - сварной продольный шов на подкладной пластине (без приварки к стенке); 2 - сварной шов с приваркой к стенке нефтепровода; 3 - дефект; 4 -заплата; 5 - технологические сегменты; 6 - стенка нефтепровода; 7 - подкладная пластина 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 [ 53 ] 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 |
||
 |
 |
