|
|
|
|
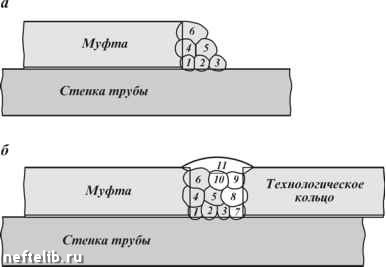
Главная Переработка нефти и газа Рис. 6.20. Первая технология выполнения кольцевых герметизирующих сварных швов: а $ выполнение углового шва; б- доведение углового шва до стыкового логическое кольцо, выполнить продольные швы, а затем довести угловой шов до стыкового путем наплавки дополнительных валиков (см. рис. 6.20). Преимущество такой технологии заключается в том, что облегчаются выполнение и контроль качества сварки на первом слое кольцевого шва (валики 1, 2, 3), который отвечает за герметичность и прочасть всей ремонтной муфты. 2. Приварить муфту к трубе в два этапа (рис. 6.21). На первом этапе выполнить стыковой шов 1 в соответствии с  Рис. 6.21. Вторая технология выполнения кольцевых герметизирующих сварных швов 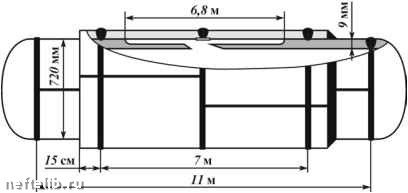 Рис. 6.22. Окончательная схема стенда для испытаний муфты РД 39-0147103-360-89, РД 39-110-91. На втором этапе вы1пол-нить дополнительный угловой шов 2, исполняющий функции герметизации и дополнительного упрочнения муфты. Чтобы проверить эффективность предложенных технологий, на одном конце испытуемой муфты сварку выполнили по превой технологии (предварительно выбрав прежний дефектный шов полностью), на другом конце - по второй технологии. Окончательный вид испытываемой муфты показан на рис. 6.22. Н а рис. 6.23 дан фрагмент кольцевого шва, выполненного по первой технологии. П осле этого возобновили гидроиспытания и выполнили программу испытаний в полном объеме. При этом труба и муфта выдержали испытания, никаких разрушений и выхода воды не произошло. Выводы! и рекомендации. 1. Приварная муфта обеспечивает полное восстановление работоспособности дефектной трубы при условии изменения технологии выполнения герметизирующих кольцевых сварных швов на концах муфты. 2. Обе предложенные технологии выполнения герметизирующих швов себя оправдали. 3. Данная муфта может быть применена для ремонта труб с различными дефектами, в том числе: протяженные расслоения, царапины, трещины, сквозные дефекты. 4. Н еобходимо разработать более эффективные методы контроля за сварными швами при выполнении ремонтных работ на действующих нефтепроводах, одним из которых 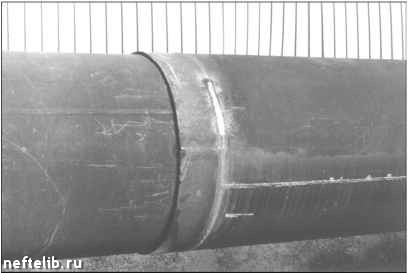 Рис. 6.23. Кольцевой герметизирующий шов, выполненный по первой технологии (см. рис. 6.20) может быть метод гидроиспытаний установленных ремонтных муфт (путем создания давления между трубой и муфтой). 6.4.3. ИСПЫТАНИЕ КОРОТКОЙ ГАЛТЕЛЬНОЙ МУФТЫ Подготовка стенда. Для гидроиспытаний подготовили трубу, длительное время находившуюся в эксплуатации, диаметром 530 мм, толщиной стенки 7,8 мм. М атериал трубы сталь марки 17ГС, предел текучести 350 М Па, предел прочности 530 М П а. М уфту длиной 500 мм и толщиной 8,6 мм установили на кольцевой сварной шов трубы. Перед установкой муфты усиление сварного шва трубы частично сняли шлифмашинкой. Остаточное усиление составило 1 мм. Сварной шов просверлили с целью разгерметизации трубы. М уфту приварили к трубе равнокатетными угловыми швами на концах. Продольные швы выполнили на подкладных пластинах. Схема и общий вид испытательного стенда показаны на рис. 6.24. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 [ 97 ] 98 99 100 101 |
||
 |
 |