
|
|
|
|
Главная Переработка нефти и газа электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производят на металле шва на расстоянии 12-15 мм от кратера. Сварочную дугу в начале сварки зажигают на выводной планке (клинообразной стальной пластине толщиной не менее 4 мм), установленной на зачищенной поверхности нефтепровода в непосредственной близости от завариваемого дефекта, и плавно переносят на дефект. После этого планку сразу удаляют (до затвердения металла). П осле завершения заварки дефекта поверхности облицовочного и контурного слоев обрабатывают шлифовальным кругом до ровной поверхности с усилением на швах 0,51,0 мм. 4.5.2. ПРИВАРКА УСИЛИТЕЛЬНЫХ ЭЛЕМЕНТОВ Ремонтные накладные усилительные элементы (заплаты и муфты) монтируются на действующем нефтепроводе без остановки перекачки при тех же условиях, которые были изложены при рассмотрении заварки (наплавки). М еханические свойства и химический состав металла заплаты и муфты должны быть близки к свойствам металла труб нефтепровода. Для увеличения разгружающего эффекта от установки усилительны1х элементов (заплат, муфт, И СО, манжет) рекомендуется при ремонте нефтепровода максимально снизить давление. П риварку усилительных элементов на дефектный участок нефтепровода, находящегося под давлением перекачиваемой нефти, проводят в следующей последовательности: подготовка усилительных элементов к монтажу (подгонка размеров, подготовка кромок под сварку, подготовка продольных пазов для установки подкладных пластин, очистка поверхностей в зоне сварки и прилежащих областях шириной 10-15 мм); монтаж элементов на поверхности нефтепровода с обеспечением необходимого натяга и зазоров; прихватка смонтированных элементов к трубе; выполнение корневых швов; выполнение заполняющих слоев (валиков); выполнение облицовочного слоя; пооперационный и окончательный контроль за монтажом и сварными швами. 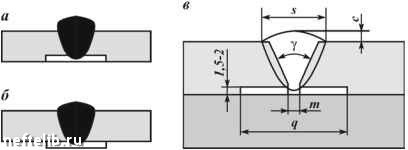 Рис. 4.12. Схемы выполнения стыкового сварного шва с подкладной пластиной (а, б) и подготовка кромок под сварку (в): Y = 40*60°; m = 1*3 мм; q = 40*50 мм; s = 12*18 мм; с= 0,5*3 мм Перед установкой заплат и обжимных ремонтных муфт дефект типа потеря металла заполняют (зашпаклёвывают) твердеющей пастой на основе эпоксидной смолы или другого коррозионно-инертного материала до уровня поверхности трубы. М онтаж заплат и обжимных муфт выполняют с натягом, обеспечивающим силовой контакт между усилительным элементом (заплатой, муфтой) и трубой. Установку заплаты, технологических сегментов, муфты и подкладных колец, их фиксирование на трубе и обжатие осуществляют с помощью гидравлических съемных сборочных приспособлений. Нельзя наносить на трубопровод удары кувалдой или другими предметами. П родольные швы всех усилительных элементов (технологических сегментов, муфт, технологических и подкладных колец) выполняют стыковыми швами на подкладных пластинах по одной из схем рис. 4.12. Приварка продольны1х швов муфты, колец и сегментов к стенке нефтепровода не допускается. М еталлическая подкладная пластина толщиной 1,5-2,0 мм и шириной 35-50 мм предварительно устанавливается по всей длине шва и выступает по длине с каждой стороны продольного шва на 25-40 мм. П осле сварки свободные концы подкладной пластины срезаются. В качестве материала подкладной пластины используется мягкая низкоуглеродистая сталь с углеродным эквивалентом не более 0,40 %. Н а неприварных ремонтных муфтах все кольцевые угловые швы обыкновенные - с прямоугольной кромкой. Н а приварных ремонтных муфтах все кольцевые угловые
Рис. 4.13. Последовательность наложения слоев (1-6) при сварке муфты и ее элементов к стенке трубы нефтепровода швы должны быть усиленными - с обратной разделкой кромки. Переход от шва к поверхности трубы должен быть плавным. Сварку муфты и ее элементов к основной трубе кольцевыми угловыми швами рекомендуется проводить в следующем порядке (рис. 4.13): на наружную поверхность по периметру трубы ручной дуговой сваркой последовательно по ширине шва наплавить 34 валика, образующие предварительный первый слой шва; на первый слой шва наплавить последующие валики, образующие второй слой шва; наружный валик наплавить в последнюю очередь. При выполнении угловых швов их форма должна исключать образование острых концентраторов напряжений, включая переходы от швов к поверхности трубы. Сварку муфты и ее элементов к основной трубе кольцевыми стыковыми швами с применением технологических колец рекомендуется выполнить в следующем порядке (рис. 4.14): установить муфту и выполнить кольцевой угловой шов (см. рис. 4.13); 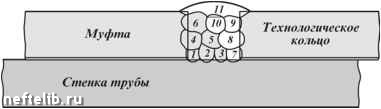 Рис 4.14. Последовательность наложения слоев (1-11) при приварке технологического кольца 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 [ 58 ] 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 |
||||||||
 |
 |
