
|
|
|
|
Главная Переработка нефти и газа Заплата, показанная ранее (см. рис. 4.2), имеет небольшие размеры и поэтому не позволяет ремонтировать участки с дефектами, размер которых превышает 110 мм в длину трубы. Кроме того, эта заплата имеет угловые швы по периметру, которые создают более высокую концентрацию напряжений, чем стыковые швы. В заплате с технологическим сегментом, который впервые предложен А.С. Собачкиным (см. рис. 4.3), исключены эти недостатки. Вместо угловых швов по периметру выполнены стыковые швы с проплавлением стенки трубы. Кольцевые (окружные) напряжения от заплаты передаются не на стенку трубы, а на технологические сегменты. Размеры заплаты по оси нефтепровода а = 150 + 300 мм, по окружности трубы Ъ = (0,3 + 1,0)D. Толщина стенки заплаты и технологических сегментов 1зап = ?сегм = (1 + 1,2)t. Эллиптическая (или овальная) заплата устанавливается длинной стороной по окружности трубы. При установке на трубу заплата должна перекрыть место повреждения стенки трубы не менее 20 мм по периметру. Технологические сегменты охватывают заплату по периметру. Длина технологических сегментов по оси трубы L должна быть на 50-100 мм больше размера заплаты а. Заплата и технологические сегменты должны плотно прилегать к наружной поверхности трубы. Приварка продольных швов технологических сегментов к стенке нефтепровода не допускается. Для этого применяют технологию сварки на подкладных пластинах. Данная заплата занимает промежуточное положение между простой заплатой (см. рис. 4.2) и сварной муфтой. Сварны/е ремонтные муфты в основном предназначены для разгрузки дефектного участка нефтепровода. Кроме того, они могут выполнять функции герметизации дефектного участка в случае появления сквозного дефекта на трубопроводе. На сварных ремонтных муфтах полностью исключены угловые швы, ориентированные вдоль трубы. Кольцевые угловые швы значительно менее опасны для трубопровода, поскольку нагрузки на них в два раза меньше, чем на продольных швах. П оэтому все сварные швы в продольном направлении выполняются в сты1ковом варианте. По общему виду и схеме работы труба с ремонтной муфтой представляет собой трубу в трубе. П о конструктивному оформлению ремонтные муфты могут быть различны: одно- и многосекционные, приварные и неприварные, с наполнителем и без. Как правило, сварная муфта собирается из двух половин - полумуфт (полуцилиндров), которые в процессе ремонта устанавливаются на дефектном участке трубопровода и привариваются друг к другу продольным стыковым швом. Полумуфты могут быть изготовлены как из труб такого же или большего диаметра, или из проката (листов). Длина одной секции, как правило, находится в диапазоне от D до 3D. При большей длине муфты затрудняется подгонка стыков и обжатие к трубе. Толщина стенки муфты и ее элементов находится в диапазоне от 0,9h до 1,2h. В последнее время для изготовления ремонтных муфт стали применяться демонтированные трубы после их обследования и выдачи соответствующего заключения о возможности их повторного использования. Рассмотрим некоторые из предложенных ремонтных сварных муфт. 1. Односекционная, неприварная, обжимная, с уплотняющей прокладкой (далее муфта № 1). Это наиболее простой вид сварной ремонтной муфты (рис. 4.4). Для улучшения условий передачи усилия от дефектного участка нефтепровода на ремонтную муфту рекомендуется использовать композитную прокладку, представляющую собой стеклоткань (13 слоя), пропитанную твердеющим составом (эпоксидной смолой). Установка муфты проводится с предварительным натягом. Сварные швы выполняют на подкладных пластинах. 2. Обжимная приварная короткая муфта (далее муфта № 2) (рис. 4.5) отличается тем, что имеет кольцевые сварные швы, которые создают герметичность муфты и обязательно выполняются по усиленной схеме с обратной разделкой кромок. М онтаж выполняется с натягом, обеспечивающим сило- 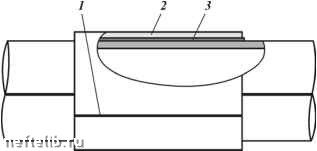 Рис. 4.4. Схема муфты № 1: 1 - сварной шов на подкладной пластине; 2 - муфта; 3 - уплотняющая про- кладка 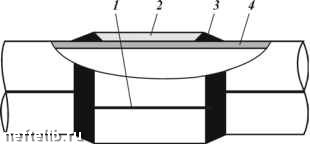 Рис. 4.5. Схема муфты № 2: 1 - сварной продольный шов на подкладной пластине (без приварки к стенке); 2 - муфта; 3 - сварной шов кольцевой усиленный с обратной разделкой кромок; 4 - стенка нефтепровода вой контакт между муфтой и трубой. Переход от шва к поверхности трубы! должен бы!ть плавным. Муфта обладает достаточной прочностью и долговечностью при разгерметизации трубы под муфтой при условии, что длина муфты не превышает диаметра трубы D. 3. Обжимную приварную односекционную муфту (далее муфта № 3) (рис. 4.6) нефтяники называют «муфтой Патона». Она отличается тем, что кольцевые швы тоже выполнены как стыковые швы с применением технологических колец. Это позволяет увеличивать длину муфты до 3D. Длина технологического кольца 0,2D. 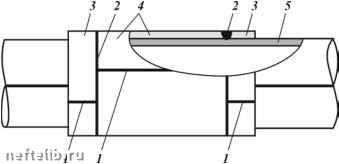 Рис. 4.6. Схема муфты № 3: 1 - сварной продольный шов на подкладной пластине (без приварки к стенке); 2 - сварной шов с приваркой к стенке нефтепровода; 3 - технологические кольца; 4 - муфта; 5 - стенка нефтепровода 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 [ 54 ] 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 |
||
 |
 |
