
|
|
|
|
Главная Переработка нефти и газа с прорастанием дислокаций при пластической деформации контактирующих поверхностей либо при наличии высокой температуры. Практическое получение монолитных соединений осложнено двумя факторами. свариваемые поверхности имеют микронеровности, поэтому 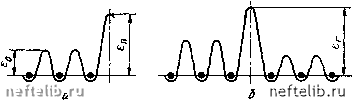 Рис I I Энергетический барьер потенциальной энергии системы атомов у поверхности кристалла (а) и иа границе твердой и жидкой фаз в начальный период их контактирования (б) 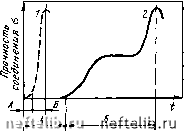 При совмещении поверхностей контактирование возможно лишь в отдельных точках; свариваемые поверхности имеют загрязнения, так как иа любой поверхности твердого тела адсорбируются атомы внешней среды. Для качественного соединения изделий необходимо обеспечить контакт по большей части стыкуемых поверхностей и активацию их. Активация поверхностей состоит в том, что поверхностным атомам твердого тела сообщается некоторая энергия, необходимая для обрыва связей между атомами тела и атомами внешней среды, насыщающими их свободные связи; для повышения энергии поверхностных атомов до уровня энергетического барьера схватывания, т. е. для перевода их в активное состояние. Такая энергия активации может в общем случае быть сообщена в виде теплоты (термическая активация), упруго-пластической деформации (механическая активация), электронного облучения и других видов воздействия. Определение процесса сварки целесообразно дать, исходя из анализа физико-химических особенностей получения соединений. В зоне сварки можно установить наличие двух основных физических явлений, связанных с термодинамически необратимым изменением формы энергии и состояния вещества Кинетика изменения проч-(/) н Рис I 2 ностн соединения при быстром медленном (2) развитии физического контакта (А) и химического взаимодействия (Б) в зависимости от длительности сварки (рис. ].3): введения и преобразования энергии; движения (превращения) вещества. Исходя из сказанного, можно дать следующее термодинамическое определение процесса сварки [1]. Сварка - это процесс получения монолитного соединения материалов за счет термодинамически необратимого превращения тепловой и механической энергии и вещества в стыке. Склеивание, цементирование и другие соединительные процессы, обеспечивающие монолитность соединения, в отличие от сварки и пайки, как правило, не требуют специальных источ- Вещестдо Классификация по состоянию дещестВа \8T.cp. I Энергия  TepModuHamlleckoe Монолитность
Рис. 1.3 Схема модель, поясняющая термодинамическое определение н классификацию процессов сварки: Т, ТМ, ПМ - термические, термомеханические и прессово- механические процессы пиков энергии. Они реализуются обычно только за счет введения (преобразования) вещества (клея, цемента и т. д.). Кроме самого общего, термодинамического, возможны и другие определения сварки. Например, в технологическом аспекте, согласно ГОСТ 2601-84, сварка -это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном нагреве или пластическом деформировании, или совместном действии того и другого. 1.2. Классификация процессов Согласно схеме термодинамических превращений (см. рис. 1.3), целесообразно выделить при классификации процессов сварки три основных физических признака; форму вводимой энергии, наличие давления и вид инструмента - носителя энергии. Остальные признаки условно отнесены к техническим и технологическим (табл. 1.1). Такая классификация использована в ГОСТ 19521-74. По виду вводимой в изделие энергии все ТАБЛИЦА 1 1 ПРИЗНАКИ И СТУПЕНИ КЛАССИФИКАЦИИ ПРОЦЕССОВ СВАРКИ
0 [ 1 ] 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
|||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
