
|
|
|
|
Главная Переработка нефти и газа ЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, ВЫПУСКАЕМЫХ ПРОМЫШЛЕННОСТЬЮ * свойства О о. ч о. 1 5 « Теплофизические свойства Электрические свойства & ts"" о. 500-600 300-800 200-800 80-150 20-40 10-50 160-200 2 50-100 2,6-3 3 250-500 Не разрушается То же 100-120 90-100 7-15 (с надрезом) 20-22 120-140 1,8-16 125 14-25 45-58 60-65 140-150 130-160 140-160 100-110 29,4- 39,2 108-115 120-125 160-170 210-218 225-265 180-220 220-240 0,296 0,395 0,295 0,246 0,24 0,13- 0,15 0,13- 0,14 0,25 2,2-2,3 3,6-4 3,6-4 3,1-3,4 3,1-3,4 2,7 1,9-2,1 0,0002-0,0003 0,0002-0,0005 0,0002-0,0005 0,03 0,02 0,015-0,018 0,0003-0,0004 0,0002-0,00025 лимеров», М.: Советская энциклопедия т. I, II, III, 1972. нагретым инструментом, газом, ИК-излучением и т. д.) или одновременно с активизацией (сварка трением, УЗ-сварка) (см. т. II «Способы сварки пластмасс»). При плотном контакте активированных слоев должны реализоваться силы межмолекулярного взаимодействия. В процессе образования сварных соединений (при охлаждении) происходит формирование надмолекулярных структур в шве, а также развитие полей собственных напряжений и их релаксация. Эти конкурирующие процессы определяют конечные свойства сварного соединения. Технологическая задача сварки состоит в том, чтобы максимально приблизить по свойствам шов к исходному - основному материалу. 37.3.2. Механизм образования сварных соединений Реологическая концепция. Согласно реологической концепции [2], механизм образования сварного соединения включает два этапа - на макроскопическом и микроскопическом уровнях. При сближении под давлением активированных тем или иным способом поверхностей соединяемых деталей вследствие сдвиговых деформаций происходит течение расплава полимера. В результате этого удаляются из зоны контакта ингредиенты, препятствующие сближению и взаимодействию ювенильных макромолекул (эвакуируются газовые, окисленные прослойки). Вследствие разности скоростей течения расплава не исключено и перемешивание макрообъемов расплава в зоне контакта. Только после удаления или разрушения дефектных слоев в зоне контакта, когда ювенильные макромолекулы сблизятся на расстояния действия Ван-дер-Ваальсовых сил, возникает взаимодействие (схватывание) между макромолекулами слоев соединяемых поверхностей деталей. Этот аутогезионный процесс происходит на микроуровне. Он сопровождается взаимодиффузией макромолекул, обусловленной энергетическим потенциалом и неравномерностью градиента температур в зоне свариваемых поверхностей. Итак, чтобы образовалось сварное соединение двух поверхностей, необходимо прежде всего обеспечить течение расплава в Этой зоне. Течение расплава в зоне сварки зависит от его вязкости: чем меньше вязкость, тем активнее происходят сдвиговые деформации в расплаве - разрушение и удаление дефектных слоев на контактирующих поверхностях, тем меньшее давление необходимо прилагать для соединения деталей. Вязкость расплава в свою очередь зависит от природы пластмассы (молекулярной массы, разветвленности макромолекул полимера) и температуры нагрева в интервале вязкотекучести. Следовательно, вязкость может служить одним из признаков, определяющих свариваемость пластмассы: чем она меньше в интервале вязкотекучести, тем лучше свариваемость и, наоборот, чем больше вязкость, тем сложнее разрушить и удалить из зоны контакта ингредиенты, препятствующие взаимодействию макромолекул. Однако нагрев для каждого полимера ограничен определенной температурой деструкции Гд, выше которой происходит его разложение - деструкция. Термопласты различаются по ТАБЛИЦА 37 2 ТЕМПЕРАТУРНЫЙ ИНТЕРВАЛ ВЯЗКОТЕКУЧЕСТИ НЕКОТОРЫХ ТЕРМОПЛАСТОВ
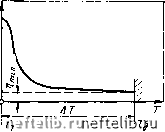 Рис 37 3 Параметры, характеризующие вязкость полимера в температурном интервале вязкотекучести Г-температура текучести Гд-температура деструкции граничным значениям температурного интервала вязкотекуче-сти, т. е. между температурой их текучести Гт и деструкции Гд (табл. 37,2). Классификация термопластов по их свариваемости. Чем шире интервал вязкотекучести термопласта (рис. 37.3), тем практически проще получить качественное сварное соединение, ибо отклонения по температуре в зоне шва отражаются менее на величине вязкости. Наряду с интервалом вязкотекучести и минимальным уровнем в нем значений вязкости заметную роль играет в реологических процессах при образовании шва градиент изменения вязкости в этом интервале. За количественные показатели свариваемости приняты: температурный интервал вязкотекучести АГ, минимальное значение вязкости rimin и градиент изменения вязкости в этом интервале [2]. По свариваемости все термопластичные пластмассы можно разбить по этим показателям на четыре группы (табл. 37.3). Сварка термопластичных пластмасс возможна, если материал переходит в состояние вязкого расплава, если его температурный интервал вязкотекучести достаточно широк, а градиент изменения вязкости в этом интервале минимальный, так как взаимодействие макромолекул в зоне контакта происходит по границе, обладающей одинаковой вязкостью. В общем случае температура сварки назначается, исходя из анализа термомеханической кривой для свариваемой пластмассы, принимаем ее на 10-15° ниже Гд [1]. Давление принимается такое, чтобы эвакуировать расплав поверхностного слоя 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 [ 157 ] 158 159 160 161 162 163 164 165 166 167 168 169 170 |
|||||||||||||||||||||||||||||||||||||
 |
 |
