|
|
|
|
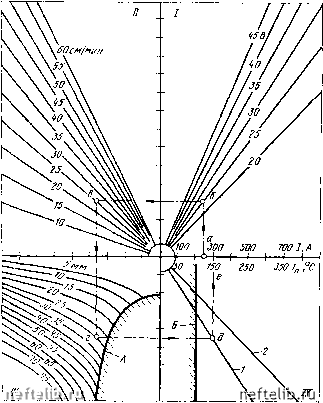
Главная Переработка нефти и газа Рис. 8.2. Номограмма для определения режимов сварки и предварительного подогрева сталей с содержанием Сэкв<6%. Де Сзв "C-i-Ni/15+Mo/4+(Cr+V)/5 + Cii/13 + P,21- + 0,0024s (s - толщина проката, мм) [3) / - при сварке корня шва; 2 - при сварке заполняющих швов; кривая А отражает условие необходимости применения подогрева, а прямая Б - температуру нижней границы интервала подогрева 8.5. Технология сварки и свойства сварных соединений Технология сварки низколегированных сталей должна проектироваться с учетом того обстоятельства, что при уменьшении погонной энергии и увеличении интенсивности охлаждения в металле шва и зоны термического влияния возрастает вероятность распада аустенита с образованием закалочных структур. При этО будет отмечаться снижение сопротивляемости сварных соединений образованию холодных трещин и хрупкому разрушению. При повышенных погонных энергиях наблюдается рост зерна аустенита и образуется грубозернистая феррито-перлитная структура видманштеттового типа с пониженной ударной вязкостью. 8.5.1. Ручная сварка Технология ручной дуговой сварки низколегированных сталей практически не отличается от соответствующей технологии сварки низкоуглеродистых сталей. Сварку низколегированных сталей осуществляют электродами типа Э46А и Э50А с фтористо-кальциевым покрытием, которые позволяют достигать более высокую стойкость против образования кристаллизационных трещин и повышенную пластичность по сравнению с электродами других типов. Для сталей марок 09Г2, 09Г2С, 16ГС, 17ГС, 10Г2, 10Г2С1 рекомендуют применять электроды УОНИ 13/55, К-5А, АНО-11 (тип Э50А). Для сварки кольцевых швов трубопроводов, работающих при температурах до -70 °С, например из стали 09Г2С, применяют электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым покрытием. 8.5.2. Сварка под флюсом Технология сварки под флюсом низколегированных сталей практически такая же, как и для низкоуглеродистых сталей. В качестве флюсов при однодуговой сварке применяют флюсы марок АН-348А и ОСЦ-45, а при многодуговой на повышенной скорости - АН-60. Для сталей марок 16ГС, 09Г2С, 10Г2С1 при эксплуатации не ниже -40 °С рекомендуется использовать сварочные проволоки Св-08ГА, Св-ЮГА, а при температурах эксплуатации до -70 °С (сталь 09Г2С в нормализованном состоянии) -сварочные проволоки Св-10НМА, Св-ЮНЮ, Св-08МХ с целью обеспечения достаточного уровня ударной вязкости. 8.5.3. Электрошлаковая сварка Электрошлаковая сварка по общепринятой технологии сталей толщиной свыше 30 мм осуществляется, как правило, с последующей или сопутствующей нормализацией с целью повышения ударной вязкости металла шва и ЗТВ до регламентируемого уровня. Сварку сталей 16ГС, 09Г2С, 14Г2 осуществляют с применением флюса АН-8 и сварочных проволок Св-08ГС, Св-10Г2. Режимы термообработки аналогичны указанным в гл. 7 для низкоуглеродистых сталей. Сварка с регулированием термических циклов. Для кольцевых швов аппаратов газонефтехймических производств с толщиной стенки до 100 мм при температуре эксплуатации не ниже -40 °С (сталь 16ГС) и не ниже -55 °С (сталь 09Г2С) в соответствии с ОСТ 291-81 допускается применять электро-шлаковую сварку с регулированием термических циклов в сочетании с последующим отпуском [4]. При этом удается не только обеспечить равнопрочность, но н достаточно высокий уровень сопротивления сварных соединений хрупкому разрушению без применения последующей высокотемпературной термообработки. Например, значения KCU*" металла шва и околошовного участка составляют от 0,6 до 0,7 МДж/м2, а основного металла- стали 16ГС толщиной 60 мм - 0,8 МДж/м. Соответствующие данные для сварных соединений стали 09Г2С толщиной 60 мм при температуре испытаний -60 °С равны 0,66 и 0,75 МДж/м2, а для основного металла 0,58МДж/м. По уровню параметров трещиностойкости металл шва и зоны термического влияния не уступают основному метал.лу - нормализованной стали 09Г2С, имеющей следующие показатели: ав = 550 МПа; ат = 370 МПа; :ic = 67,5 МПа-м!/; С = 6,32х 10-»*; п = 3,82; dl/dN при A/Cic =/Cic/1,5 составляет 0,68-10- мм/цикл. Увеличение интенсивности охлаждения при электрошлаковой сварке с регулированием термических циклов предотвращает образование структурно-свободного феррита при у-а-превра-щении. Отмеченное препятствует протеканию коррозионных процессов, а уменьшение размеров карбидных частиц, играющих роль коллекторов водорода, тормозит катодную реакцию при эксплуатации сварных соединений в коррозионно-активных средах. Особенностью термоупрочненных сталей является их склонность к разупрочнению при сварке. Применение сопутствующего охлаждения позволяет обеспечить равнопрочность сварных соединений с основным термоуп-рочненным металлом и повысить их сопротивление хрупкому разрушению. Например, при механизированной дуговой сварке под флюсом по общепринятой технологии коэффициент прочности сварных соединений сталей 14ГН, 16ГС, 09Г2С толщиной 12 мм составил 0,75-0,77, а при сварке с сопутствующим охлаждением- не менее 0,98. Значения критических температур перехода в хрупкое состояние металла околошовного участка сварных соединений при переходе от общепринятой технологии к технологии сварки с сопутствующим охлаждением снизились на 40-50 °С и достигли уровня Гкр основного термоупрочнен-ного металла. При переходе от общепринятой технологии электрошлаковой сварки к технологии электрошлаковой сварки с регулированием термических циклов термоупрочненной стали 09Г2С (сварочная проволока Св-ЮНМ, флюс АН-8, последующий отпуск при 640 °С) коэффициент прочности сварных соединений повышается с 0,89 до 0,99, значения KCU-° металла шва -с 0,12 до 0,72, а металла околошовного участка - с 0,08 до 0,42 МДж/м2. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 [ 52 ] 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||
 |
 |