
|
|
|
|
Главная Переработка нефти и газа ский y]t к. п. д. процесса, которые в обозначениях данной схемы выражаются Ли = ви/всв; % = бст/ви- Кроме того, целесообразно использовать термодинамический к. п. д. процесса который показывает отношение минимальной удельной энергии ест, необходимой в зоне сварки для выполнения данного соединения, к требуемой энергии источника на выходе трансформатора ТЭ. Удельная энергия ест Дж/м соответствует в данном случае изменению энергосодержания зоны стыка, отнесенному к площади получаемого за счет этой энергии соединения. 1.3.2. Схема балансов энергии Обобщенный баланс справедлив для всех источников энергии - как внешних, так и внутренних. Большинство Т- и ТП-процессов осуществляется с внешними источниками. Внутренний источник энергии рассматриваем как некоторый активный объем в общем случае с одинаковой глубиной в обе стороны от стыка. Считаем, что в активном объеме происходит преобразование вводной энергии из одной формы в другую (как правило, тепловую). В этом случае энергия Ест, Дж/мм, требуемая для сварки (или резки) единицы контактной площади, может быть приближенно определена как произведение среднего единичного активного объема V, mmvmm, на его среднее энергосодержание АН, Дж/мм. Принимая микротермическую гипотезу образования сварного соединения как результат местного повышения температуры в активном объеме, определяем АН как произведение удельного теплосодержания су, Дж/ (мм • К) на среднюю температуру AT активного объема. Тогда ecT=VAH=VcyAT. Например, для холодной сварки алюминия имеем глубину активной зоны до 1 мм от стыка. Тогда V=2 мм/мм; АГ~ «0,8 7"пл«500 °С; су = 5-10- Дж/(ммз.К). Имеем ест = суА7 = 2-5-10--500 = 5 Дж/мм. Такой же порядок величин вот получим при оценке требуемой энергии для сварки взрывом: для алюминия 10 Дж/мм, для молибдена -50 Дж/мм2. Некоторое увеличение ест получаем для сварки ультразвуком и особенно трением, где глубина и активный объем могут быть значительными. Сравнивая ест с энергией есв, затрачиваемой на выполнение сварки, получаем термодинамический к. п. д. процесса Птд = - еет/есв. Например, для сварки взрывом 1 мм соединения пластин толщиной 1 мм требуется количество взрывчатого вещества (ВВ): для алюминия 00,01 г/мм для молибдена G-~0,1 г/мм2. Учитывая удельную энергию ВВ, равную примерно АЯ = 6000 Дж/г, получаем: есв = (ЗАЯ=0,01 • 600 = = 60 Дж/мм2 для алюминия и есв = 600 Дж/мм для молибдена. Таким образом, т)тд для сварки взрывом оказывается равным примерно 0,1. Для холодной сварки есв-Ю-Ч-ЗО Дж/мм, а т)тд соответственно равно 0,5-0,15. Приведенные оценки величин энергии ест, есв и ттд весьма приближенные. Практически полезность подобных расчетов связана с тем, что получаемые значения к. п. д. г}тд весьма хорошо отражают сравнительную энергоемкость разных процессов и ориентируют на использование менее энергоемких методов. 1.3.3. Оценка эффективности источников энергии Для правильного выбора того или иного сварочного процесса применительно к конкретному изделию следует учитывать по крайней мере три основных фактора: техническую возможность применения процесса; качество и надежность получаемого соединения; энергетическую и экономическую эффективность сварочного процесса. Первый фактор должен быть выполнен безусловно. Вторые два фактора следует учитывать так, чтобы найти оптимальное решение в каждом конкретном случае. Для правильного и обоснованного учета факторов качества и надежности соединений одновременно со степенью эффективности применяемого процесса сварки нужна единая методика их количественной оценки. Эффективность процессов сварки плавлением оценивают обычно такими показателями, как эффективный и термический к. п. д., коэффициенты расплавления и наплавки и т. п. Источники сварочного нагрева характеризуют обычно удельным тепловым потоком в пятне нагрева qmax, Вт/см, и коэффициентом сосредоточенности k. Оценивают также удельные затраты на 1 м длины шва или на 1 кг наплавленного металла. Сравнение термических источников энергии для сварки (рис. 1.6) показывает, что наибольшую удельную мощность в пятне нагрева имеют лучевые источники, для которых дтях примерно 1 • 10° Вт/см2. Однако их применение для сварки ограничено верхним пределом 1 • IC Вт/см для электронного и фотонного луча. При более высоких плотностях энергии в пятне нагрева сварка невозможна - происходит испарение материала; возможна резка и размерная обработка (лучевое фрезерование) изделий. Однако приведенные показатели не позволяют сравнивать между собой процессы разных классов - термические, термомеханические и механические. В то же время часто имеется возможность выполнить одно и то же соединение разными методами сварки, а также пайкой или склеиванием. Основная задача любого из этих трех процессов - получение определенной площади качественно соединяемых материалов. Поэтому целесообразно применять удельные показатели эффективности, отнесенные к единице площади соединения [1, 2]. Расчет значений есв для разных способов сварки коррозион-ностойкой стали типа 18-8 показал (рис. 1.7), что с увеличением 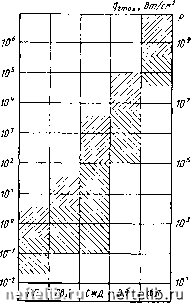 Рнс. 1 6. Удельная мощность различных источников энергии сварочных процессов в пятне нагрева. Левая штриховка соответствует сварке, правая - резке (Р), Обозначение, ГП - газовое пламя; СвД - свободная дуга: СжД - сжатая дуга; ЭЛ - электронный луч; ФЛ - фотонный луч 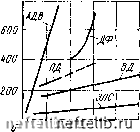 70 го J0 Off.MM Рис 1,7, Средние значения удельной энергии £в Дж/мм необходимой прн сварке стали 18-8, е-40 мм разными методами толщины изделия удельная сварочная энергия резко возрастает при использовании многопроходной сварки. Например, аргоиодуговая сварка W-электродом (АДВ) обеспечивает сварку стыкового соединения листов толщиной 15 мм при общих затратах на все проходы до 1000 Дж/мм. Электронно-лучевой процесс (ЭЛС) благодаря кинжальному проплавлению и однопроходной сварке позволяет сваривать встык металл толщиной 10-50 мм практически при одной и той же удельной энергии 30-60 Дж/мм2. Использование плазменной дуги (ПД) и дуги в вакууме (ВД) при узкой разделке также позволяет потреблять при сварке меньше энергии (есв = 150-300 Дж/мм), чем для дуги под флюсом (ДФ), которая в зависимости от ра.зделки кромок требует ecB = 400-f-800 Дж/мм. Сравнение критериев ей и еобщ показывает, что ей с уменьшением интенсивности источника возрастает примерно от еди- 0 1 2 [ 3 ] 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||
 |
 |
