
|
|
|
|
Главная Переработка нефти и газа мых пластин, удлинение стенки примерно в 1,5 раза больше, та как полоса нагрева в полке расположена в середине пла-стийы, а в стенке - на краю. 4.1 Л Образование напряжений Собственные напряжения в сварном шве могут быть временными и остаточными. Остаточные напряжения в направлении оси шва примерно одинаковы во всех поперечных сечениях, кроме концов швов, где они уменьшаются до 0. Распределение остаточных напряжений 0ост в направлении вдоль оси шва в металлах толщиной до 20 мм при электродуговой сварке в 1-3 прохода при отсутствии структурных превращений показано на рис. 4.4. Максимальные напряжения появляются в шве. В низкоуглеродистых и аустенитных сталях они близки к пределу текучести От- В титановых и алюминиевых сплавах они составляют (0,5- 0,8) От, причем большие значения наблюдаются при увеличении мощности источника и скорости сварки. Зона растягивающих напряжений приблизительно равна по ширине зоне пластических деформаций 2b„„. Такой же характер имеет распределение продольных напряжений в многослойных швах. Поперечные растягивающие напряжения при однопроходной сварке достигают значительной величины при сварке швов в жестком контуре (при заварке дефектов). При многопроходной сварке, если происходит взаимный поворот свариваемых деталей, возникают растягивающие напряжения в корне шва. В случае предотвращения углового перемещения в корне шва возникают напряжения сжатия (рис. 4.5). Трехосные растягивающие напряжения возникают в средней части сечения электрошлаковых швов. Величина компонент 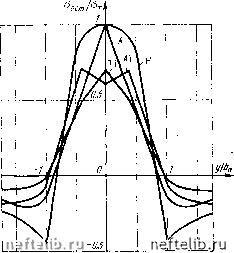 Рис. 4 4. Распределение остаточных сварочных продольных напряжений в пластинах из различных металлов (!]: И - в низкоуглеродистой стали СтЗ толщиной 6 = 8 мм; А -в аустеиитиой стали I2X18H9T, 6 = 2 мм; Ti - в титановом сплаве ОТ4. 6=1.5 мм; А! - в алюминиевом сплаве Л.Мгб, 6=10 мм напряжения может превосходить Oj. Наибольшее растягивающее напряжение действует вдоль оси шва (рис. 4.6). / В соединениях с угловыми швами распределение ocTa/i-оч-ных напряжений, как правило, аналогично распределению/ напряжений в стыковом соединении, выполненном тем же cjjioco-бом сварки. В оболочковых конструкциях продольные прямолинейные швы дают такое же распределение напряжений, как в плоской пластине. В зоне кольцевых швов дополнительно действуют 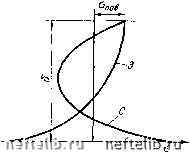 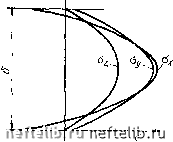 Рис. 4.5 Поперечные остаточные напряжения Рис. 4.6. Напряжения в электрошла- в многослойном шве: ковом шве: с - при сварке незакрепленных пластин; 3 - - в направлении толщины; - при сварке с предотвращением угловых пере- направлении ширины пластины; с„- мещениЯ; о„.„ - напряжения на поверхности; л поЕ v v вдоль осн шва 6 - толщина пластины напряжения от сокращения металла в окружном направлении и от изгиба. В результате уменьшаются напряжения вдоль оси шва, а в поперечном направлении напряжения с внутренней стороны оболочки являются растягивающими, а с внешней - сжимающими. При многопроходной сварке с разделкой наружу оболочки в корне шва образуются поперечные напряжения растяжения, при разделке внутрь оболочки - напряжения сжатия. Круговые швы в плоских пластинах имеют напряжения вдоль оси шва примерно такие же, как в прямолинейных швах. Поперечные (радиальные) напряжения в них тем выше, чем меньше радиус шва. В точечных и электрозаклепочных соединениях в центральной части компоненты напряжений в плоскости соединения являются растягивающими. В иизкоуглеродистых и аустенитных сталях они равны От, в титановых и алюминиевых сплавах несколько меньше От- В основном металле вблизи сварного соединения радиальные напряжения растягивающие, а окружные- сжимающие. В стержнях, сваренных стыковой контакт- ной сваркой, в средней части имеется область трехосного растяжения, возрастающего с увеличением диаметра стержней, иа поверхности - напряжения сжатия. Остаточные напряжения достаточно стабильны во времени. Даже при напряжениях, близких к Стт, релаксация напряжений протекает медленно и составляет лишь несколько процентов. Величина пластической остаточной деформации в бездефектных стыковых соединениях сталей составляет 1-2%. При наличии концентраторов пластические деформации могут составлять десятки процентов и вызывать разрушение. 4.1.4. Влияние фазовых превращений на деформации и напряжения Фазовые и структурные превращения при нагреве и охлаждении сопровождаются дополнительным расширением или сокращением металла и изменением его свойств. В случае завершения превращений при высоких температурах они влияют только на временные напряжения. Поэтому остаточные напряжения в сталях перлитного класса примерно такие же, как в аустенитных. При низкотемпературных структурных превращениях (мартенситное превращение стали) возможно возникновение чередующихся полос растяжения и сжатия в шве и околошовной зоне, а также образование остаточных напряжений сжатия в шве и растяжения в остальной части детали (вместо усадки может происходить удлинение детали). Существенно изменяется распределение напряжений при применении сварочных материалов, отличающихся от основного металла (рис. 4.7). 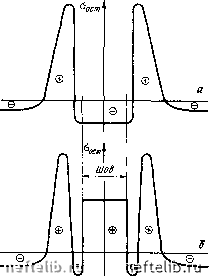 Рис. 4.7. Остаточные напряжения в шве и околошовной зоне при сварке пластин из мартенситной стали: а - присадочный металл - мартеиситная сталь; б - присадочный металл - аустенит-ная сталь 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 [ 21 ] 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||
 |
 |
