
|
|
|
|
Главная Переработка нефти и газа ной вязкости, что наблюдается на образцах, нагретых до 1300 °С. Термической обработкой можно измельчить зерно аустенита [5] и восстановить ударную вязкость стали только в случае отсутствия высокотемпературной химической микронеоднородности. Следовательно, на ударную вязкость участка у линии сплавления влияют величина первичных и вторичных зерен и состоя- 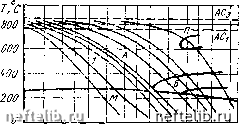 ю г с 4 6 го" г 4 610 г 4 610 г I-1-1 -I I I L J I-1- 4 610 Z 4 6 10 г « I I I I L J 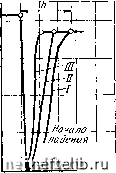 V о,г5 as 1 Время охшмдения г 4 6 Рис. 11.5. Термокинетнческая диаграмма превращения аустенита в стали 42Х2ГСНМА. Нагрев 950 °С, выдержка 20 мии. Кривые охлаждения нанесены, начиная с 800 °С \микр01п6ер~ fi/c/cn?u совмещено О 1 г 3 joha mepmuwchoeo влияния,мм Рис. 11.7. Изменение микротвердости в зоне термического влияния сварных соединений стали 42Х2ГСНМА, 6 = 4,5 мм: / - односторонняя аргоно-дуговая сварка; - электронно-лучевая сварка с большой погонной энергией; / - электронио-лучевая сварка на оптимальном режиме 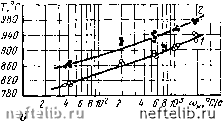 Рис. 11.6. Зависимость критических точек Ас (I) и Ас (2) стали 42Х2ГСНМА от скорости нагрева 6„МПа 2300 2100 L 1900 1700 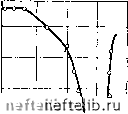 1300 °-m=100°Clc 1500 \---0)су?ажение -fx 100 J00 500 700 Т°С Рис. 11.8. Зависимость предела прочности термически упрочненной стали 42Х2ГСНМА от максимальной температуры нагрева по сварочным термическим циклам ние их границ. Это справедливо применительно к сварным соединениям, не подвергающимся термической обработке после сварки. В этом случае хрупкий участок у линии сплавления уширяется за счет зерен, нагревающихся до температуры ниже 1300 °С. Действительно, электрошлаковые сварные соединения стали 30Х2Н2М, выполненные проволокой Св-08ХЗГ2СМ, при надрезе Менаже по участку у линии сплавления имеют ударную вязкость 27 Дж/см при температуре -1-20 °С. Последующая закалка с высоким отпуском сужает этот участок до ширины подплавления, измельчая вторичные зерна. В результате улучшения этого весьма узкого участка соседними нет снижения ударной вязкости (100 Дж/см). В данном случае участок уже ширины надреза Менаже. Серьезные трудности при сварке термически упрочненных среднеуглеродистых мартенситно-бейнитных сталей возникают также из-за разупрочнения основного металла в участке зоны термического влияния, нагреваемого до температуры высокого отпуска. Особенности разупрочнения основного металла в этом участке целесообразно рассмотреть на стали 42Х2ГСНМА, так как она наиболее интенсивно разупрочняется при сварке из-за высоких прочностных характеристик. Построенная термокинетическая диаграмма показывает, что сталь имеет низкую критическую скорость закалки (0,625 °С/с). Она закаливается на мартенсит при скоростях охлаждения, возможных при сварке (рис. 11.5). Установлено влияние скорости нагрева и структуры металла на критические точки, а следовательно, и температурный интервал участка разупрочнения. Показано (рис. 11.6), что изменение скорости нагрева в пределах 160-700 °С/с не оказывает существенного влияния на положение критических точек. Для стали 42Х2ГСНМА в состоянии закалки и низкого отпуска изменение скорости нагрева в пределах 30-2000 °С/с смещает температурный интервал а->-у-превращения на 35-40 °С при точности измерения температуры ±10 °С. Можно полагать, что смещение температурного интервала участка разупрочнения в область повышенных температур будет таким же незначительным. Изучение влияния термических циклов сварки на структуру и твердость зоны термического влияния показывает, что разупрочнение имеет место в участке, нагреваемом до температур 500-770 °С. При этом его минимальная твердость остается практически постоянной и не зависит от погонной энергии сварки (рис. 11.7). Определение предела прочности образцов, нагретых по сварочным термическим циклам этого участка, показало, что падение прочности также имеет место при нагреве до температур 500-770 °С (рис, 11.8). Прочность образцов не зависит от 6gi МПа 1300 1700 Ь,мм
скорости нагрева (0,05-700 °С/с) и скорости охлаждения (0,05-500 °С/с). Значительное разупрочнение может иметь место только при длительных изотермических выдержках порядка нескольких часов. С повышением погонной энергии сварки увеличивается ширина участка разупрочнения и уменьшается предел прочности сварного соединения (рис. 11.9). Сравнение соединений стали 42Х2ГСНМА, выполненных двумя способами сварки, показало, что наименьшее разупрочнение в зоне термического влияния наблюдается при электроннолучевой сварке с низкой погонной энергией ( - 6,8%), в то время как при аргоноду-говой сварке оно значительно больше (22,3%). Ширина участков разупрочнения в сопоставляемых соединениях составляла соответственно 1,1 и 2,7 мм При одинаковой эффектив-нбй погонной энергии электронно-лучевая сварка по сравнению с аргонодуговой дает более узкий разупрочненный участок и более высокие значения прочности сварных соединений из-за высокой концентрации энергии в электронном луче. Исследование участка разупрочнения при аргонодуговой и электронно-лучевой сварке металла толщиной 4,5-8 мм показывает, что твердость в этом участке определяется только температурой нагрева, а прочность соединений зависит не от уровня твердости разупрочненного участка, а от его ширины. При этом следует учитывать, что участок разупрочнения имеет плавный переход к более прочным участкам зоны термического влияния. Для каждой толщины металла и способа сварки существует определенная ширина разупрочненного участка, при которой обеспечивается максимально возможное контактное упрочнение и достигается равнопрочность сварного соединения основному металлу (рис. 11.10, а). Исследования кинетики и механизма разупрочнения в зоне термического влияния позволили установить характер влияния 8 11 q/v, нДт/см 16 го Рис 119 Влияние пюгонной энергии на предел прочности и ширину разупрочнен ного сварного соединения термически уп рочненной стали 42Х2ГСНМА О - элек тронно-лучевая сварка, 6 = 4 5 мм, X - ар гоно дуговая сварка, 6 = 4,5 мм. Д - элек тронно-лучевая сварка, 6 = 8 мм 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 [ 66 ] 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
|||||||||||||||||||||||||||||||||||||
 |
 |
