
|
|
|
|
Главная Переработка нефти и газа к этому насыщение металла кислородом может явиться одной из причин старения металла шва. Оксиды по границам зерен снижают ударную вязкость и усталостную прочность. Тонкие пленки оксидов, образующиеся при сварке высоколегированных сталей на поверхности шва, даже в среде защитных газов снижают коррозионную стойкость и их необходимо удалить травлением [7]. Азот. Увеличение концентрации азота в низкоуглеродистых и низколегированных сталях оказывает существенное влияние на их прочностные и пластические свойства (рис. 3.11). Кривая растворимости азота в а-железе, находящегося в равновесии с Fe4N (см. рис. 3.5), показывает, что азот может явиться одной из причин старения металла шва, сопровождающегося повышением его твердости и снижением пластичности и ударной вязкости. Водород. Может самостоятельно или в сочетании с другими факторами приводить к различным дефектам. В ЗТВ или в наплавленном металле при сварке высокопрочных сталей с повышенным содержанием водорода возможны замедленные хрупкие разрушения. Водород с течением времени после сварки может диффундировать в ЗТВ и таким образом достигать критической концентрации. Это приводит, например, к образованию холодных подваликовых трещин [7]. В наплавленном металле, содержащем водород, при быстром охлаждении могут образоваться микротрещины, снижающие усталостную прочность. Если при охлаждении трещины ие образуются, снижение выносливости из-за растворенного в стали водорода не наступает до тех пор, пока циклическое нагружение не вызывает пластическую деформацию и тем самым необратимые повреждения материала. Г лава 4. ТЕРМОДЕФОРМАЦИОННЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ (Куркин А. С.) 4.1. Деформации, перемещения и напряжения при сварке 4.1.1. Виды деформаций В точках детали при сварке возникают температурные деформации Ва, а также деформации ее, вызванные силовым взаимодействием неравномерно расширяющихся частей детали. При отсутствии внешних нагрузок, приложенных к детали, деформации бе могут быть названы собственными, иногда их называют также внутренним и: e<j = e -еа, (4.1) где е - наблюдаемые деформации, характеризующие изменения размеров детали. Уравнения связи наблюдаемых деформаций с перемещениями точек детали приведены 4.3.1.2. Деформации, изменяющиеся в процессе сварки, называются временными, а остающиеся после остывания детали - оста тю ч н ы м и. Собственные деформации состоят из упругих бупр, пластических епл и начальных ео деформаций. 8с *= бупр + Впл + So- (4.2) Начальными называются собственные деформации, имевшиеся в детали до сварки. При протекании в металле структурных и фазовых превращений вызванные ими деформации входят в Еа- 4.1.2. Возникновение деформаций и перемещений 4.1.2.1. Продольные деформации и перемещения. В процессе сварки шов и околошовная зона разогреваются до высоких температур Т (рис. 4.1), что вызывает их расширение и 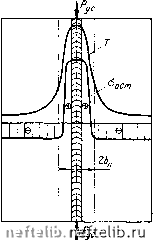 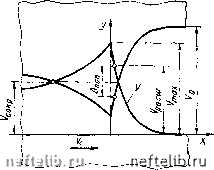 Рис. 4.1. Схема действия усадочной силы в сварном соединении Рис 4 2 Схема образования поперечной усадки при однопроходной стыковой сварке: Vo - зазор перед сваркой, V - перемещение свободной кромки, скорость сварки удлинение детали в направлении оси шва. При этом со стороны менее нагретой части детали на высокотемпературную зону действует реакция, вызывая в ией собственные деформации укорочения ес<0. Высокотемпературная зона составляет небольшую чадть от поперечного сечения детали, и возникающие в ней собственные деформации укорочения существенно больше, чем деформации удлинения вне зоны шва. Значительная часть собственной деформации укорочения в зоне шва 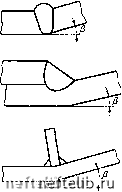 переходит в пластическую деформацию епл-После полного остывания пластическая деформация зоны шва, возникшая при нагреве, вызывает сокращение длины детали по сравнению с исходным размером до сварки Апр, называемое продольной усадкой. При этом со стороны шва на деталь действует усадочная сила Рус. На рис. 4.1 показан вид эпюр остаточных упруг] и пластических деформаций в шве. Формулы для расчета Рус приведены в 4.3.1.4. 4.1.2.2. Поперечные перемещения. Расширение зоны шва при сварке происходит также в направлении, перпендикулярном к оси шва. Свободное расширение металла в этом направлении возможно лишь при сварке с зазором, равным сумме максимальных свободных перемещений кромок 2Утах (рис. 4.2). При меньшей величине зазора расширению зоны шва препятствует закрепление детали и заваренная часть шва. Происходит расширение всей детали на величину 2Урасш< <2umax. Сокращению металла при остывании зоны шва также препятствуют закрепление и жесткость сваренной детали, поэтому 2 исокр<2Утах. Рис. 4 3. схемы образования Разница перемещений при остыва- угловых перемещений Р НИИ И НаГрСВе ДЗеТ ПОПерСЧНуЮ уСЭД- Д поп = 2Усокр - 2Урасш = А Утах • (4-3) Значение коэффициента А зависит от наличия зазора, условий закрепления, условий сварки, формы и размеров детали. Формулы для расчета Umax и А приведены в 4.3.1.4. 4.1.2.3. Другие виды перемещений в зоне шва. При сварке происходят одновременно продольные и поперечные перемещения в зоне шва. Их взаимодействие вызывает различные виды сварочных перемещений. Угловое перемещение р (рис. 4.3) происходит вследствие неравномерного по толщине детали поперечного перемещения при асимметричном расположении шва или неодинаковых условиях усадки отдельных частей шва. Смещение в направлении толщины детали Аг может быть связано с неодинаковым продольным расширением свариваемых цилиндрических деталей при наложении кольцевого шва .или с потерей устойчивости листов от расширения в направлении оси шва. Смещение деталей вдоль оси шва А связано с их неодинаковым удлинением при нагреве. Например, при сварке тавровых соединений, даже при одинаковой толщине сваривае- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 [ 20 ] 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||
 |
 |
