
|
|
|
|
Главная Переработка нефти и газа нию толщины листа Согласно диаграмме состояний сплавы Fe-Сг-Ni (гл 16, рис 16 1) обладают некоторыми характерными особенностями об ласть существования двухфазной аустеиитно ферритной структуры в них находится В интервале температур 20-1350 °С, при нагреве стали выще температуры 1100°С аустенит превращается в феррит и тем интенсивнее, чем выще температура и длительность нагрева, при температуре выше 1200 °С происходит полное у-а превращение, при последующем охлаждении происходит обратное превращение феррита в аустенит Конечное соотношение количества структурных составляющих зависит от скорости охлаждения стали При изотермической выдержке в области температур 700-800 °С в стали возможно образование хрупкой составляющей о фазы Аустеннтно- ТА БЛИЦА 18 1 ХИМСОСТАВ АУСТЕНИТО ФЕРРИТНЫХ СТАЛЕЙ Массовая доля элементов *,
* Остальное у всех сталей Fe ** Al < 0,08, •** S < О 02 Р < 0,035 (у остальных сталей S < 0.025) ТАБЛИЦА 18 2 МЕХАНИЧЕСКИЕ СВОЙСТВА АУСТЕНИТО-ФЕРРИТНЫХ СТАЛЕЙ
* Для толщин > 25 мм механические свойства не нормируются, для толщин < 6 мм стали 12X21Н5Т предел текучести не менее 45 кгс/мм» (441 МПа) ТАБЛИЦА 18 3 ПРИМЕРНОЕ НАЗНАЧЕНИЕ АУСТЕНИТНО-ФЕРРИТНЫХ СТАЛЕЙ
ферритиые стали поставляются в закаленном состоянии с температур 950- 1050 °С. Разница по содержанию Сг и Ni между аустенитной и ферритной фазами составляет 2-5%. Аустенитно-ферритные стали теряют вязкость при нагреве их в интервале температур 450-650 °С Это связано с тем, что хрупкость, обусловленная выделением карбидов, усиливается действием так называемой 475° хрупкости. Примерное назначение и температура эксплуатации аустенитно-феррит-ных сталей указаны в таблице 18 3 18.2. Свариваемость сталей Аустенитно-ферритные стали отличаются повышенной склонностью к росту зерна в зоне термического влияния при воздействии сварочного термического цикла. Наряду с ростом ферритных зерен возрастает обшее количество феррита. Последующим быстрым охлаждением фиксируется образовавшаяся структура. Размеры зерна и количество феррита, а также ширина зоны перегрева зависят от погонной энергии сварки,соотношения структурных составляющих в исходном состоянии и чувствительности стали к перегреву [2]. Соотношение количества структурных составляющих (у- и а-фаз) в исходном состоянии в значительной степени зависит от содержания в стали Ti. Количеством титана в стали также определяется устойчивость аустенитной фазы против у->б-превращения при сварочном нагреве. Чем выше содержание Ti, тем чувствительнее сталь к перегреву (рис. 18.2). Вследствие роста зерна и уменьшения количества аустенита наблюдается снижение ударной вязкости металла околошовной зоны и угла загиба сварных соединений аустенитно-ферритных сталей. Менее чувствительными к сварочному нагреву являются стали, не содержащие Ti,- это стали 03Х23Н6 и 03Х22Н6М2. 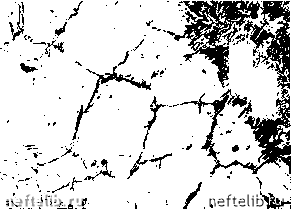 Рис. 18.2. Микроструктура участка крупного ферритного зерна, образовавшаяся в johc терчнческого влияния под воздействием сварочного нагрева при автоматической сварке под флюсом. Х100 18.3. Технология сварки и свойства соединений Аустенитно-ферритные стали можно сваривать как ручной и механизированной электродуговой сваркой, так и другими способами сварки (электроннолучевой, электрошлаковой), плазменнодуговой и др.). Предпочтительнее способы сварки с невысокими погонными энергиями. Техника и режимы сварки аустенитно-ферритных сталей не отличаются от общепринятых для всего класса нержавеющих сталей. При выборе видов швов сварных соединений рекомендуется руководствоваться ГОСТ 5264-69, ГОСТ 8713-70, ГОСТ 14771-69, ОСТ 26-291-71 и стандартами предприятий. Подготовка кромок под все виды сварки производится механическим способом, чтобы исключить возникновение зон термического влияния (ЗТВ), снижающих регламентированные свойства сварных соединений. Сварочные материалы, применяемые для сварки аустенитно-ферритных сталей, приведены в табл. 18.4 и 18.5. Швы соединений, выполненные указанными сварочными материалами, имеют аустенитно-ферритную струк- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 [ 89 ] 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
