
|
|
|
|
Главная Переработка нефти и газа ТАБЛИЦА 37 3 КЛАССИФИКАЦИЯ ПЛАСТМАСС ПО СВАРИВАЕМОСТИ
В грат либо разрушить его, исходя из конкретной глубины проплавления и теплофизических показателей свариваемого материала. Время выдержки св определяется исходя из достижения квазистационарного состояния оплавления и проплавления либо Q по формуле /св = о. где to - константа, имеющая размерность времени и зависящая от толщины соединяемого материала и способа нагрева; Q - энергия активации; R - газовая постоянная; Т - температура сварки. При экспериментальной оценке свариваемости пластмасс фундаментальным показателем является длительная прочность сварного соединения, работающего в конкретных условиях по сравнению с основным материалом. Испытываются образцы, вырубленные из сварного соединения, на одноосное растяжение. При этом временной фактор моделируется температурой, т. е. используется принцип темпера-турно-временной суперпозиции, основанный на допущении, что при данном напряжении связь между длительной прочностью и температурой однозначна (метод Ларсона-Миллера). 37 3.3. Методы повышения свариваемости Схемы механизма образования сварных соединений терчо-пластов [2]. Повышение их свариваемости может производиться за счет расширения температурного интервала вязкотекучести, интенсификации удаления ингредиентов или разрушения дефектных слоев в зоне контакта, препятствующих сближению и взаимодействию ювенильных макромолекул. Возможно несколько путей: введение в зону контакта присадки в случае недостаточного количества расплава (при сварке армированных пленок), при сварке разнородных термопластов присадка по составу должна обладать сродством к обоим свариваемым материалам; введение в зону сварки растворителя или более пластифицированной присадки; принудительное перемешивание расплава в шве путем смещения соединяемых деталей не только вдоль линии осадки, но и возвратно-поступательно поперек шва на 1,5-2 мм или наложением ультразвуковых колебаний. Активизация в зоне контакта перемещивания расплава может производиться после оплавления стыкуемых кромок нагревательным инструментом, имеющим ребристую поверхность. Свойства сварного соединения могут быть улучшены последующей термической обработкой соединения. При этом снимаются не только остаточные напряжения, но возможно исправление структуры в шве и около-щовной зоне, особенно у кристаллических полимеров. Многие из изложенных мероприятий приближают свойства сварных соединений к свойствам основного материала. При сварке ориентированных пластмасс во избежание потери их прочности вследствие переориентации при нагреве до вязкотекучего состояния полимера применяют химическую сварку, т. е. процесс, при котором в зоне контакта реализуются радикальные (химические) связи между макромолекулами. Химическую сварку применяют и при соединении реактоплзстов, детали из которых не могут переходить при повторном нагреве в вязко-текучее состояние. Для инициирования химических реакций в зону соединения при такой сварке вводят различные реагенты в зависимости от соединяемого вида пластмасс [1]. Процесс химической сварки, как правило, производится при нагреве места сварки. Раздел 12 - композиционные материалы Глав а 38. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ (Чернышева Т. А.) 38.1. Классификация Композиционные материалы - это материалы, армированные наполнителями, определенным образом расположенными в матрице Наполнителями чаще всего являются вещества с высокой энергией межатомных связей, высокопрочные и высокомодульиые, однако в сочетании с хрупкими матрицами могут быть применены и высокопластичные наполнители [1, 2] Связующие компоненты, или матрицы, в композиционных материалах могут быть различными - полимерными, керамическими, металлическими или смещанными. В последнем случае говорят о полиматрнчных композиционных материалах. По морфологии армирующих фаз композиционные материалы подразделяют [1] на: нульмерные (обозначение: 0.), или упрочненные частицами различной дисперсности, беспорядочно распределенными в матрице; одномерные волокнистые (обозначение: 1), или упрочненные однонаправленными непрерывными или дискретными волокнами; двухмерные слоистые (обозначение: 2), или содержащие одинаково ориентированные упрочняющие ламели или слои (рис. 38.1). Применяют и комбинированное армирование матриц По распределению армирующих фаз или схеме армирования можно выделить композиционные материалы с одноосным (однонаправленным), двухосным (плоскостным, например, ортогональным) и трехосным (объемным) армированием. Композиционные материалы первых двух видов являются анизотропными, последнего вида - изотропными 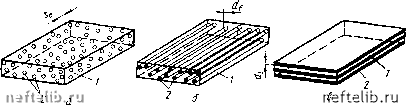 Рис. 381. Схематическое изображение композиционных материалов с различной структурой. й - нульмерные; б - одномерные, в - двухмерные композиционные материалы; / - матрица, 2 - армирующий наполнитель, Sp - межчастичное расстояние, d-диаметр волокна, df - толщина слоя Анизотропия ко.мпозиционных материалов, «проектируемая» заранее с целью использования ее в соответствующих конструкциях, называется конструкционной [3]. По размеру армирующих фаз или размеру ячейки армирования композиционные материалы подразделяют следующим образом [2]: субмикрокомпозиты (размер ячейки армирования, диаметр волокон или частиц <1 мкм), например, дисперсноупрочненные сплавы или волокнистые композиционные материалы с очень тонкими волокнами: микрокомпозиты (размер ячейки армирования, диаметр волокон, частиц или толщина слоев 1 мкм), например материалы, армированные частицами, волокнами углерода, карбида кремния, бора и т д., однонаправленные эвтектические сплавы; макрокомпозиты (диаметр или толщина армирующих компонентов 100 мкм), например детали из медных или алюминиевых сплавов, армированные вольфрамовой или стальной проволокой или фольгой. Макрокомпозиты чаще всего применяют для повышения износостойкости деталей трения в технологической оснастке. 38.2. Межфазное взаимодействие в композиционных материалах 38.2.1. Физико-химическая и термомеханическая совместимость компонентов Сочетание в одном материале веществ, существенно различающихся по химическому составу и физическим свойствам, выдвигает на первый план при разработке, изготовлении и соединении композиционных материалов проблему термодинамической и кинетической совместимости компонентов. Под гермо- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 [ 158 ] 159 160 161 162 163 164 165 166 167 168 169 170 |
||||||||||||||||||||||||||||||
 |
 |
