
|
|
|
|
Главная Переработка нефти и газа Указанные стали рекомендуются к применению как высокопрочные стали для изделий, работающих в атмосферных условиях, уксуснокислых и других солевых средах, а также для упругих элементов Учитывая высокую пластичность и вязкость металла после закалки, из сталей целесообразно изготовлять детали посредством глубокой штамповки с последующим упрочнением отпуском Значительное количество остаточного аустенита при соответствующих режимах термообработки обеспечивает высокую пластичность и ударную вязкость сталей при отрицательных температурах и позволяет рекомендовать стали для изделий криогенной техники, работающих до температур - 196 "С [3] В этом случае для обеспечения высокой надежности в эксплуатации стали не следует подвергать старению  Рис 19 1 Структура стали 07XI6H6 (а) и шва (б) аиалогичиого состава после полного цикла термической обработки Х200 19.2. Свариваемость сталей 19.2 1. Структура, свойства металла шва и зоны термического влияния После сварки сталей, прошедших полный цикл упрочняющей термообработки и имеющих благодаря этому мартенситную структуру, наблюдается широкая зона, имеющая после высокотемпературного нагрева структуру аустенита. Ширина зоны определяется температурой обратного мартенситного превращения металла (Ас\-Асз) (650-750 °С). Одновременно в интервале температур 550-900 °С происходит интенсивное выделение карбидов (рис 19 2), особенно по границам аустенитных зерен. Кроме того, в узкой зоне, примыкающей к поверхности сплавления, наблюдается образование некоторого количества б-феррита Структурные превращения в зоне термического влияния приводят к снижению пластичности и ударной вязкости металла, а также его чувствительности к концентраторам ТАБЛИЦА 19 3 МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЕЙ АУСТЕНИТНО МАРТЕНСИТНОГО КЛАССА ПРИ НОРМАЛЬНЫХ ТЕМПЕРАТУРАХ [ J
 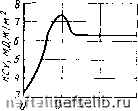 W L,MM Рис 19 2 Структура зоны термине СКОРО влияния сварного соединения стали 07Х16И6 в состоянии после свар ки ХЮО Рнс 19 3 Изменение ударной вязкости 0 1 KCV-металла ЗТВ в стали 07XI6H6 в = = 11 мм в состоянии после сварки (сварка в ар гоие плавящимся электродом диаметр про волоки 2,0 мм /, = 350 А) [21 напряжений (рис. 19.3). Кроме того, эти превращения снижают коррозионную стойкость и стойкость против межкристаллитной коррозии ЗТВ. 19.2.2. Хрупкость сварных соединений Обратное мартенситное превращение в ЗТВ и ограниченный объем последующего мартенситного превращения при охлаждении до комнатной температуры исключает при сварке сталей этого класса образование холодных трещин. Вместе с тем интенсивное выделение карбидов, и особенно образование б-феррита, приводят к хрупкому разрушению сварных соединений в зонах структурных изменений, особенно при понижении температуры до -196 °С. Последнее объясняется резким снижением пластичности б-феррита. В этом случае полная термообработка (закалка, обработка холодом, отпуск) позволяет получить оптимальные соотношения аустенита и мартенсита, а также отсутствие б-феррита. При этом восстанавливается вязкость зоны сплавления при сохранении прочностных характеристик сварного соединения на уровне 0,9 Ов основного металла в случае выполнения сварки материалами мартенситного либо аустенитно-мартенситного класса. 19.3. Технология сварки и свойства соединений 19.3.1. Выбор сварочных материалов Соединения стали аустенитно-мартенситного класса целесообразно выполнять аргонодуговой сваркой без присадки (тонколистовые детали) либо с присадкой перечисленными ниже материалами, а также контактной точечной и роликовой сваркой и электронно-лучевой сваркой. В случае сварки соединений, для которых отсутствует требование равнопрочности, допускается ручная электродуговая сварка электродами, дающими аустенитный наплавленный металл, либо механизированная сварка под слоем флюса марки АН-26С по ГОСТ 9087-81 либо марки 48-ОФ-6 по ОСТ 5.9206-76. Выбор присадочного материала осуществляют, исходя из требований прочности сварного соединения. В случае отсутствия требований высокой прочности к швам в качестве присадочной можно рекомендовать аустенитную проволоку СВ-01Х19Н18Г10АМ4 (ТУ 14-1-1892-71) либо Св-08Х21Н10Г6 (ГОСТ 2246-70), обладающих хорошей стойкостью против образования горячих трещин и высокой прочностью и пластичностью в широком интервале температур, в том числе отрицательных (до - J96 °С). 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 [ 92 ] 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
