
|
|
|
|
Главная Переработка нефти и газа ходим предварительный подогрев для предотвращения образования горячих трещин. Трещины возникают на стадии первичной кристаллизации и развиваются при дальнейщем остывании металла. Горячие трещины обусловлены междендритными жидкими прослойками и остаточными напряжениями. В ниобиевых сплавах образование трещин зависит от соотнощения концентрации легирующих элементов. Так, при отнощении Mo/Zr>5; V/Zr>5 и (Мо-Ь -bV)/Zr>10 горячие трещины в щвах отсутствуют. Пористость сварных щвов из тугоплавких металлов VA группы является весьма распространенным явлением. Поры располагаются преимущественно по линии сплавления и имеют сферическую замкнутую форму. Они не оказывают существенного влияния на герметичность щвов и их механические свойства, но могут существенно увеличивать скорость коррозионного растрескивания. Появление пор объясняют присутствием в основном металле активных примесей и реакциями взаимодействия углерода с кислородом или оксидами. Существенное влияние на образование пор оказывают дефекты обработки торцов свариваемых кромок. Полностью устранить подобные дефекты можно, применяя различные способы сварки давлением. Систематические исследования свариваемости тугоплавких металлов при сварке давлением позволили выявить критерий их свариваемости вхолодную, определяемый соотнощением их упругих констант (B/G 2,5) или величиной коэффициента Пуассона р0,32 [7]. Все чистые металлы VA группы удовлетворяют этому критерию и могут быть сварены вхолодную. Это подтверждается экспериментально; степень деформации, необходимая для образования прочного соединения этих металлов, находится на уровне 80- 85%. Заметное снижение деформации при сварке давлением наблюдается при температуре начала диффузионной подвижности (-0,25 Гпл). Свариваемость при сварке давлением определяется в основном процессами очистки поверхности и образования физического контакта и в меньшей степени зависит от химического состава и наличия примесей внедрения. Некоторое влияние на свариваемость оказывает исходное состояние материала. Предварительный наклеп способствует снижению деформации схватывания и скорейшему образованию общих зерен на исходной границе раздела. Наибольшее распространение получила диффузионная сварка, которая применительно к металлам VA группы производится в вакууме порядка 1 • 10- Па. Имеющиеся на свариваемых поверхностях оксидные пленки и адсорбированные газы удаляются при нагреве в основном за счет их растворения в матричном металле [6]. Равнопрочные соединения формируются в довольно широком диапазоне изменения параметров режима. в работе [9] отмечается возможность сварки ниобия при температуре 900 °С. Процессы рекристаллизации оказывают существенное влияние на свариваемость тугоплавких металлов. Первичная рекристаллизация по границе раздела способствует гомогенизации структуры и повышению свойств сварных соединений. Собирательная же рекристаллизация приводит к росту зерен и существенно повышает переходную температуру Гх. Сплавы на основе металлов VA группы удовлетворительно свариваются точечной и шовной контактной сваркой переменным током и конденсаторной сваркой. Некоторые трудности возникают при стыковой сварке ниобиевых сплавов. Соединения получаются хрупкими вследствие искривления исходной текстуры. При сварке оплавлением высоколегированных сплавов часто образуются трещины. 31.2.3. Свариваемость сплавов на основе хрома, молибдена и вольфрама С учетом специфики металлов VIA подгруппы и сплавов на их основе под свариваемостью этих материалов следует подразумевать прежде всего возможность получения бездефектных сварных соединений с достаточным уровнем низкотемпературной пластичности. При рассмотрении вопросов, связанных с оценкой свариваемости сплавов, их целесообразно условно разделить на три группы. В первую группу следует отнести проблемы, обусловленные металлургическими и физическими особенностями сплава, которые определяются в основном его химическим составом. Особое внимание следует уделить примесям, образующим с хромом, молибденом и вольфрамом твердые растворы внедрения. Ко второй группе вопросов свариваемости тугоплавких металлов относятся структурное состояние основного металла и его взаимосвязь с механическими характеристиками и низкотемпературной пластичностью сварного соединения. При этом необходимо рассматривать не только зеренную структуру, но также механическую и кристаллографическую текстуру исходного материала. И наконец, третья группа вопросов связана с технологией сварки. Она включает факторы, в значительной степени влияющие на качество сварных соединений и в первую очередь их температуру хладноломкости: способ и режим сварки, состав защитной газовой атмосферы, методы подготовки свариваемых кромок и др. Благодаря особым физическим свойствам металлов VIA подгруппы - высокая температура плавления, большая теплопроводность и объемное теплосодержание - при их сварке плавлением требуются повышенные тепловложения и применение концентрированных источников нагрева. Для ориентировочной оценки влияния легирующих элементов на свариваемость и низкотемпературную пластичность сварных соединений могут быть использованы данные, представленные на рис. 31.3. Единственный легирующий элемент, который повыщает пластичность молибденовых и вольфрамовых сплавов при легировании в количестве 1 % (по массе), является рений. Наряду с Re на свариваемость вольфрамовых сплавов благоприятно влияет молибден. Увеличение в сплавах W содержания Мо до 30 % (по массе) повышает пластичность сварных соеди- 900 700 500 300 100 О 0,01 0.1 1 с,%
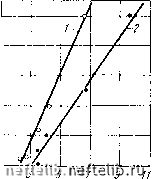 \ХЛЮ,%{по массе) Рис 31 3 Влияние легирующих элементов на температуру хладноломкости молибдена Рнс 31 4. Зависимость температуры хладноломкости сварных соединений сплавов ЦМ6 (/) и ЦМЮ (2) от содержания кислорода в металле шва [2] нений, однако температура плавления сплава при этом снижается до 3193 К. Основным препятствием получения качественных сварных соединений является наличие примесей в основном металле в количествах, значительно превышающих их предел растворимости. Рост содержания кислорода в молибденовых сплавах приводит к появлению и резкому увеличению температуры вязко-хрупкого перехода сварного соединения (рис. 31.4). Так как в молибдене при комнатной температуре растворяется не более 0,0001 % (по массе) Ог, можно утверждать, что практически весь кислород, содержащийся в сплаве, будет сегрегировать на границах зерен в свободном состоянии и в виде оксидов. И в том, и в другом случае пластичность сварных соединений молибденовых сплавов резко снижается; чем больше толщина пленки МоОг, тем выше температура хладноломкости соединения. При содержаниях примесей внедрения, характерных для промышленных сплавов на основе металлов VIA подгруппы, 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 [ 133 ] 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||||||||||||||||||||||||||||||||
 |
 |
