
|
|
|
|
Главная Переработка нефти и газа Рекомендованы следующие режимы подачи присадки: диаметр проволоки 1,4-3 мм, место ввода - не менее /з длины ванны за осью дуги, количество подаваемой присадки -до 70% от расхода электрода, нагрев присадки до 0,9 от температуры солидуса; подача присадки в ванну под напряжением сжатия 0,5-1,5 кг/мм. Ввод присадки рекомендован при дуговой, электрошлаковой и лучевой сварке. 16.3.3. Жаропрочность Для гомогенных сталей в условиях, исключающих ползучесть (до 500 °С), длительная прочность швов ниже основного металла лишь при циклическом нагружении. Для гетерогенных, термически упрочняемых сталей при сварке имеет место большая степень повреждаемости ЗТВ. Длительная прочность снижается по отношению к основному металлу на 10-15%; более значительно падает пластичность, что увеличивает вероятность локальных разрушений в процессе длительной эксплуатации при высоких температурах. Эффективной мерой их предупреждения служит периодически проводимая аустенитизация сварных стыков (например, паропроводов) [5], а также применение сталей повышенной частоты в результате вакуумно-дугового переплава. Повышению жаропрочности ЗТВ также способствуют лучевые способы сварки обеспечивающие минимум теплового воздействия и предотвращающие рост зерна. 16.3.4. Выбор послесварочной термообработки Сварные узлы из аустенитных сталей, эксплуатирующиеся без воздействия активных сред до 500 °С, могут не подвергаться термической обработке. При работе в коррозионной среде проводят стабилизирующий отжиг при температуре 850-950 °С. Остаточные напряжения, являющиеся основной причиной коррозионного растрескивания, при нагреве до этих температур практически полностью снимаются. Для жаропрочных термо-упрочняемых материалов проводят двухступенчатый отжиг: 900°С - 10 ч + 750°С -30 ч. При работе в условиях ползучести выше 500 °С стабилизирующий отжиг недостаточен, так как не устраняет в ЗТВ опасности развития локальных разрушений и коррозионного растрескивания в некоторых средах. В этих случаях проводят аусте-нитизацию (закалку) при Т=\\00-1150°С, при которой растворяются все упрочняющие фазы в матрице, а при последующей стабилизации или отпуске выделяются вторичные фазы в виде, требуемом для получения оптимальных свойств в ЗТВ и сварного соединения в целом. Наиболее высокая вязкость и коррозионная стойкость достигаются двойной аустенитизацией при 1150-1200 °С и 1000 °С [3], при которой обеспечивается коагулирование карбидов на границах зерен. При сварке с малой погонной энергией (ЭЛС и др.) сверхнизкоуглеродистых жаропрочных сталей, легированных Мо, Х16Н9М2 и др. после-сварочная термообработка не обязательна [3]. Глава 17. АУСТЕНИТНЫЕ КОРРОЗИОННОСТОЙКИЕ СТАЛИ (Липодаев В. И.)
Врет 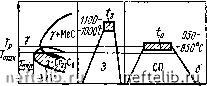 17.1. Состав, структура и назначение К аустенитному классу коррозиониостойких сталей относятся стали, имеющие после высокотемпературного нагрева преимущественно структуру аустенита; эти стали могут содержать до 10 % феррита. Состав и свойства коррозиониостойких хромоникелевых сталей, известных в мировой практике под наименованием стали типа 18-10 (содержание примерно 18% Сг и 10 % Ni), хромомаргаицевых, хромомаргаиценикелевых, хромони-кельмолибдеиовых и высококремии-стых сталей приведены в табл. 17.1. Хромоникелевые стали. Основным элементом, обусловливающим высокую коррозионную стойкость сталей типа 18-10, является хром, обеспечивающий способность стали к пассивации. Присутствие хрома в Стали в количестве 18 % делает сталь стойкой во многих средах окислительного характера, в том числе в азотной кислоте в широком диапазоне концентраций и температур. Благодаря наличию в стали никеля в количестве 9-12 % обеспечивается аустенитная структура, что гарантирует высокую технологичность стали в сочетании с уникальным комплексом служебных свойств. Это дает возможность использовать стали типа 18-10 в качестве коррозиониостойких, жаростойких, жаропрочных и криогенных материалов. В сталях типа 18-10 в зависимости от температурно-временных условий обработки могут происходить следующие фазовые превращения: выделение избыточных карбидных фаз и а-фазы при нагреве в интервале 450-900 °С; образование в аустенитной основе б-феррита при высокотемпературном (более 1200 °С) нагреве; образование а-фазЫ мартер[снтного тнпа при охлаждении или холодной пластической деформации. Ограничением содержания углерода (не более 0,02-0,03 %) либо легированием (стабилизацией) сильными карбидообразующими элементами (титаном или ниобием) достигается высокая стойкость сталей типа 18-10 против межкристаллитной коррозии (МКК). Принципиальная схема термической обработки нестабилизированиых (о) и стабилизированных (б) сталей типа 18-10 представлена на рнс 17 1 [1]. Нестабилизированиые стали подвергают закалке путем нагрева выше температуры растворения карбидов хрома (Тр) и достаточно быстрого охлаж- Время Рис. Принципиальная схема терми- ческой обработки иестабилизироваииой (а) н стабилизированной (б) стали типа XI8HI0 после сенсибилизации. 3-закалка; СО - стабилизирующий отжиг деиия в воде или на воздухе. Температура закалки Тз определяется из расчета полного растворения карбидов хрома, снятия внутренних напряжений и предупреждения чрезмерного роста аустеннтного зерна. Она составляет для сталей с различным содержанием С 900-1100 °С. Стабилизированные стали закаливают также от температуры выше Гр, однако в этом случае ее проводят из области у+МеС, где МеС - специальный карбид Ti или Nb. Закалка является эффективным средством предупреждения МКК и придания стали оптимального сочетания механических н коррозионных свойств. Однако она не всегда выполнима. В этом случае часто применяют стабилизирующий отжиг. Температуру отжига То обычно выбирают в зоне активного выделения специальных карбидов (850-950 "С). Хромоникелевые стали в СССР и за рубежом широко используют в сварных конструкциях, работающих в контакте с азотной кислотой и другими средствами окислительного характера, некоторых органических кислотах, органических растворителях, атмосферных условиях и т д. Хромомарганцевые и хромомарганценикелевые стали. Мп в сталях иг-)ает роль заменителя Ni. Поскольку он более слабый аустенизатор, чем стали дополнительно легируют Ni, N либо обоими элементами. Мп несколько снижает общую коррозионную стойкость сталей в окислительных средах, однако она сохраняется удовлетворительной при легировании Мп сталей вплоть до 13-14%. Стали с 14% Сг {10Х14Г14Н4Т) "устойчивы против общей коррозии в атмосферных условиях, в 45 %-ной HNO3 до 60 "С, стали с 17 % Сг в 45 %-ной HNO3 до 100°С, а в 60 %-ной -до 60°С. Ведущей избыточной фазой, выделяющейся в хромомарганцевых и хро-момарганценикелевых сталях, в том числе легированных N, является карбид МезСе [1]. Мп увеличивает растворимость углерода в утвердом растворе. Благодаря этому ударная вязкость сталей с ростом в них содержания Мп в состоянии после отпуска возрастает. Мп увеличивает стабильность аустенита при охлаждении и холодной пластической деформации. Вместе с тем марганец сообщает сталям большую склонность к наклепу при пластической деформации. Это свойство хромомарганцевых сталей необходимо учитывать.при операциях, связанных с холодной пластической деформацией. Термическая обработка аустенитных хромомарганцевых и хромомарган-ценикелевых сталей заключается обычно в закалке от 1000-1050 °С с охлаждением в воде илн на воздухе (для стабилизированных Ti нли Nb сталей). Закалка фиксирует состояние гомогенного твердого раствора, что обеспечивает оптимальное сочетание свойств. Стали этой группы предназначены для изготовления разнообразного сварного оборудования, работающего в средах химических производств слабой агрессивности, криогенной техники до температуры -253°С, а также их используют в качестве жаростойкого и жаропрочного материала до 600- 700 "С Хромоникельмолибденовые стали. К этой группе относятся хромоникелевые стали, дополнительно легированные 2-4 % Мо. Молибден повышает коррозионную стойкость сталей в условиях воздействия фосфорной, муравьиной, уксусной кислот и других средах повышенной агрессивности. Повышение содержания Ni по сравнению со сталями типа 18-10 сопряжено с уменьшением растворимости С и соответственно повышением его активности при образовании карбидных фаз. По этой причине стали этой группы часто стабилизируют Ti или Nb. Сг, Мо и Si в хромрникельмолибденовых сталях способствуют выделению а-фазы при отпуске в диапазоне температур 600-900 °С. Образование а-фазы по границам зерен может явиться причиной протекания МКК в конструкциях, эксплуатируемых, например, в производстве гидроксиламинсуль-фата. Рекомендуемой термической обработкой для всех молибденсодержащих сталей является закалка с 1050-1120 °С в воде В этом состоянии стали имеют преимущественно аустенитную структуру. После высокотемпературного 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 [ 85 ] 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||||||||
 |
 |
