
|
|
|
|
Главная Переработка нефти и газа щин - основного дефекта при сварке этих сталей - связывается с формированием ВХМН у линии сплавления и последующим превращением аустенита в околошовной зоне, характером и величиной сварочных напряжений, распределением водорода в процессе сварки [1-3]. Причем значение фактора ВХМН увеличивается с повышением легирования стали и содержания в ней С. В сварных конструкциях зародыш трещины может образоваться вследствие отставания пластической деформации от фронта нарастающих напряжений. Именно в участке ВХМН 6,МГ1а 50 250 6,МПа 300 100 100 о 4 12 15 20 24 г, ч 12 15 20 24 Г,ч Рис 112 Кривые замедленного разрушения Рис ИЗ Кривые замедленного раз-соединений сталей рушения соединений стали 35ХЗНЗМ а - 30Х2Н2М, б - 42Х2ГСНМА, / - после / - с наплавкой кромок, 2 - без на-электрошлакового переплава, 3 - после элек плавки тронно лучевого переплава, 2, 4 - переплав ие производился создаются наиболее благоприятные условия для слияния мик-ронесплошностей в дефект критических линейных размеров. Этот дефект затем развивается в надрыв - горячую трещину, способную перерасти в холодную в зависимости от вязкости примыкающего участка околошовной зоны, а также напряженного состояния. Трещины, зародившиеся на первичных границах участка ВХМН околошовной зоны, встречаются в сварных соединениях конструкций из сталей 40ХГСНЗМА и ЗОХГСНА, выполненных электронно-лучевой и многослойной дуговой сваркой под флюсом. При этом они вероятнее в верхней части шва, где участок неоднородности шире и превышает 0,2 мм [4]. Уменьшение содержания S, газов и неметаллических включений в металле при электронно-лучевом и электрошлаковом переплаве сталей 42Х2ГСНМА и 30Х2Н2М приводит к повышению его пластичности и особенно ударной вязкости. Так как неметаллические включения приводят к локальным оплавлениям при температуре ниже Гс, то в рафинированном основном металле первая стадия подплавления может смещаться в область более высоких температур. При сопоставимых условиях в основном металле стали 42Х2ГСНМА электронно-лучевого переплава при подплавлении формируются первичные зерна меньшей величины, чем в стали обычной выплавки. Тем не менее в околошовной зоне рафинированного металла большее значение имеет не величина первичных зерен, а химический состав и структура границ ВХМН, количество, форма и распределение неметаллических включений. В результате минимальная замедленная прочность сварных соединений рафинированных сталей при длительном нагружении непосредственно после сварки на 40-60% выше по сравнению с таковыми сталей обычной выплавки (рис. 11.2). Рафинирование понижает вероятность зарождения трещин и повышает стойкость сварных соединений к замедленному разрушению. Предварительная наплавка кромок металлом такого же химического состава, что и основной, на глубину предполагаемой околошовной зоны - эффективное средство повышения качества сварных соединений. Склонность сварных соединений стали 35ХЗНЗМ к замедленному разрушению понижается примерно на 60 % (рис. 11.3). ]1 2.3. Механические свойства металла зоны термического влияния Высокотемпературная химическая микронеоднородность влияет на комплекс физико-механических свойств соответствующего участка и работоспособность сварного соединения. Значения ударной вязкости подплавленных образцов стали 30Х2Н2М после различных видов термической обработки приведены ниже: КСи-", Дж/см-" Вид термообработки .......... Состояние поставки (после отжига) ...... iOO Аустеиитизация 870 °С, 1 ч, масло и отпуск 590 °С, 2 ч, масло.......... 100 Аустеиитизация 1100°С, 2 ч, воздух, затем аустеиитизация 870 °С, 1 ч, масло и отпуск 590 °С, 2 ч, масло ............... 100 Нагрев по сварочному термическому циклу участка подплавлення до 1450°С . . . . ... 10 То же и отпуск 590 °С, 2 ч, масло ...... 13 То же, без отпуска, затем аустеиитизация 870 °С, 1 ч, масло и отпуск 590 °С, 2 ч, масло..... 14 То же, без отпуска, затем аустеиитизация 1100°С, 2 ч, воздух. После этого аустеиитизация, 870°С, 1 ч, масло и отпуск 590 °С, 2 ч, масло..... 35 То же, без отпуска, затем аустеиитизация 1200 °С, 2ч, воздух. После этого аустеиитизация 870°С, 1ч, масло и отпуск 590 °С, 2 ч, масло ..... 45 Следовательно, термическая обработка не позволяет повысить ударную вязкость подплавленного металла 45 Дж/см. Влияние величины зерна аустенита на ударную вязкость термически обработанных образцов стали 30Х2Н2М при температурах аустенитизации от 870 до 1300 °С с закалкой в масло и отпуском 590 °С, масло, показано в табл. 11 6. Сопоставление микроструктур образцов после нагрева до 1200 и 1300 °С показало, что границы в обоих случаях загрязнены неметаллическими включениями сульфидного типа (рис. 11.4). При 1300 °С происходит подплавление сульфидных включений. Металлографически это проявляется в изменении цвета 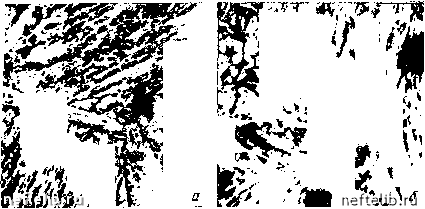 Рис 114 Термически обработанный основной металл стали 30X2H2M (хбЗО) а - 1200 °С, б - 1300 "С включений. Они становятся темными, почти черными и приобретают округлую форму (рис. 11.4). Изменение состава включений, образование микропустот способствуют снижению удар- ТА БЛИЦА 11 6 ВЛИЯНИЕ ВЕЛИЧИНЫ ДЕЙСТВИТЕЛЬНОГО АУСТЕНИТНОГО ЗЕРНА НА УДАРНУЮ ВЯЗКОСТЬ СТАЛИ 30Х2Н2М*
После аустенитизации закалка в масло и отпуск при 590 "С 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 [ 65 ] 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
