
|
|
|
|
Главная Переработка нефти и газа Недостатком всех указанных методов является снижение пластичности деформируемой зоны. Усилие, которое необходимо приложить к роликам для снижения до нуля остаточных растягивающих напряжений, близких к пределу текучести, определяется по формуле Р = s д/ 10,Ыба?/£ , (4.28) где 5, d - ширина и диаметр рабочей поверхности ролика, От, £,6 - предел текучести, модуль упругости и толщина прокатываемого материала. В случае невозможности прокатать шов и околошовную зону за один проход ролика прокатку осуществляют более узким роликом начиная со шва, с переходом на околошовную зону. Если шов или часть околошовной зоны недоступны для прокатки, то можно добиться устранения усадки шва за счет увеличения усилия прокатки доступной части. При этом в прокатанной части создаются напряжения сжатия, а в непрокатанной части сохраняются растягивающие напряжения. Применяются также растяжение вдоль оси шва, изгиб (для балок) и другие схемы деформирования. Уменьшение напряжений может быть достигнуто за счет вибрационной обработки сварного изделия [5]. 4 4.4. Термическая обработка Для снижения остаточных напряжений и перемещений применяют как общий нагрев конструкции (отпуск или отжиг), так и местный неравномерный нагрев. Достоинством отпуска является снижение напряжений во всех точках тела независимо от сложности его формы, без снижения пластичности металла. Термический цикл отпуска состоит из нагрева, выравнивания температур, выдержки при заданной температуре и охлаждения. Большая часть снижения напряжений происходит уже на стадии нагрева и определяется температурой отпуска. Чем выше температура отпуска, тем полнее устраняются напряжения, однако при этом снижается прочность металла. Температуры отпуска, обеспечивающие существенное снижение остаточных напряжений для углеродистых сталей 580- 680 °С, для аустенитных сталей 850-1050 °С, для сплавов магния и алюминия 250-300 °С, для титановых сплавов 1100-1200 °С. Виды отпуска и закономерности снижения напряжений подробно рассмотрены в работе [6]. Если отпуск или отжиг детали осуществляются в зажимном приспособлении, то одновременно со снятием напряжений осуществляется правка. Местные нагревы и охлаждения различных зон сварного соединения применяют как для правки, так и для перераспределения напряжений. Этот метод аналогичен пластическому деформированию детали. Глава 5. ФАЗОВЫЕ И СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ (Макаров Э. Л ) 5.1. Характерные зоны сварных соединений Сварные соединения, выполненные сваркой плавлением, можно разделить на несколько зон, отличающихся макро- и микроструктурой, химическим составом, механическими свойствами и другими признаками: сварной шов, зону сплавления, зону термического влияния и основной металл (рис. 5.1). Характерные признаки зон связаны с фазовыми и структурными превращениями, которые претерпевают при сварке металл в каждой зоне. Сварной шов характеризуется литой макроструктурой металла. Ему присуща первичная микроструктура кристаллизации, тип которой за- I висит от состава шва и условий фазового перехода из жидкого состояния в твердое. Зона термического влияния (ЗТВ) - участок основного металла, примыкающий к сварному шву, в пределах которого вследствие теплового воздействия сварочного источника нагрева протекают фазовые и структурные превращения в твердом металле. В результате этого ЗТВ имеет отличные от основного металла величину зерна и вторичную микроструктуру. Часто выделяют околошовный участок ЗТВ или околошовную зону (ОШЗ). Она располагается непосредственно у сварного шва и включает несколько рядов крупных зерен. Металл шва, имеющий литую макроструктуру, и ЗТВ в основном металле, имеющая макроструктуру проката или рекри-сталлизованную макроструктуру литой или кованой заготовки, разделяются друг от друга поверхностью сплавления. На поверхности шлифов, вырезанных из сварного соединения и подвергнутых травлению реактивами, она при небольших увеличениях наблюдается как линия или граница сплавления. Зона сплавления (ЗС) -это зона сварного соединения, где происходит сплавление наплавленного и основного металла. 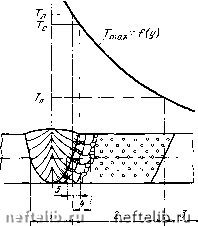 Рис 5 1 Характерные зоны сварных соединений ; - шов, 2 - зона термического влияния, 3 - осиовиои металл, 4 - околошовный участок зоны термического влияния, 5 - зона сплавления, Гд, я Tj, -темпе ратуры ликвидуса солидуса и начала фа-човых и структурных превращений в нее входит узкий участок шва, расположенный у линии сплавления, а также оплавленный участок ОШЗ. Первый участок образуется вследствие недостаточно эффективного переноса, расплавленного основного металла в центральные части сварочной ванны. Здесь имеет место перемешивание наплавленного и основного металлов в соизмеримых долях. На оплавленном участке ОШЗ возможно появление между оплавленными зернами жидких прослоек, имеющих аналогичный состав. В случае применения разнородных наплавленного и основного металлов (например, аустенитного и перлитного) ЗС отчетливо наблюдается в виде переходной прослойки. Она имеет часто существенно отличающиеся от металла шва и ЗТВ химический состав, вторичную микроструктуру и свойства. Распределение элементов по ширине ЗС имеет сложный характер, который определяется процессами перемешивания направленного и основного металла, диффузионного перераспределения элементов между твердой и жидкой фазами и в твердой фазе на этапе охлаждения. Основной металл располагается, за пределами ЗТВ и не претерпевает изменений при сварке. Может влиять на превращения в ЗТВ в зависимости от его макро- и микроструктуры, определяемых способом первичной обработки металла (прокат, литье, ковка, деформирование в холодном состоянии) и последующей термообработкой (отжиг, нормализация, закалка с отпуском, закалка со старением и т. п.). 5.2. Понятие о фазовых и структурных превращениях В процессе нагрева и охлаждения металла при сварке получает развитие целый ряд фазовых и структурных превращений. Под фазовыми превращениями (переходами I рода) понимают превращения с образованием новых фаз, отличающихся от исходных атомно-кристаллическим строением, часто составом, свойствами и разграниченных с ними поверхностями раздела (межфазными границами). При образовании новой фазы в ее объеме меняется свободная энергия, скачкообразно изменяются энтропия, теплосодержание и в момент превращения теплоемкость стремится к бесконечности [1]. В связи с этим фазовое превращение сопровождается выделением или поглощением теплоты. При структурных превращениях (переходах П рода) происходит перераспределение дефектов кристаллической решетки, легирующих элементов и примесей и изменение субструктуры существующих фаз. Структурные превращения сопровождаются плавным изменением свободной энергии, энтропии и теплосодержания и скачкообразным - теплоемкости и не сопровождаются выделением теплоты. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 [ 26 ] 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||
 |
 |
