
|
|
|
|
Главная Переработка нефти и газа ручная электродуговая плавящимся и неплавящимся электродами, полуавтоматическая и автоматическая сварка под флюсом и в среде аргона, электронно-лучевая, газопламенная и ДР- Для получения качественных соединении используются различные приемы: процесс ведут с преимущественным плавлением медного сплава (смещение пятна нагрева на медь), используют концентрированный источник тепла, применяют наплавки и проставки из материалов, не склонных к образованию трещин и т. п. При изготовлении из- / делий из листового би- УУУУ, металла, получаемого сваркой взрывом и прокаткой, соединения выполняются послойно. В случае, если глубина ванны превосходит толщину свариваемого слоя, возможен переход меди в стальной шов и стали- в медный. В местах расплава контакта меди со сталью может иметь место МКП меди. Все это ведет к ухудшению механических свойств и коррозионной стойкости биметалла. Для предотвращения этих нежелательных явлений прибегают к использованию специальной конструкции сварного соединения (рис. 33.2). При сварке биметалла и его использовании в качестве проставки в результате нагрева в зоне перехода сталь - медь может иметь место снижение прочности. Термическая обработка такого материала показала, что кратковременный нагрев до 5 мин вплоть до 950 °С и длительный до температуры 250°С не оказывают существенного влияния на механические свойства биметалла. Это необходимо учитывать при выборе размеров проставки. 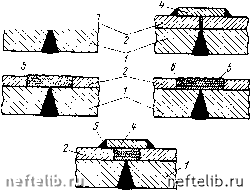 Рис. 33 2. Варианты конструктивного оформления соединения при сварке биметалла медь-сталь; / - стальной слой. 2 -медный слой; 3 - про-ставка, 4 - иакладка, 5 - наплавка; 6 - подслой 33.2.3. Сварка стали с титановыми сплавами Титан с железом образует систему ограниченной растворимости с эвтектоидным распадом р-фазы. Предел растворимости титана в железе снижается от 12 % при 1200 X до 4 % при 300 °С. Растворимость железа в а-титане составляет 0,5 и 0,05-0,1 % соответственно при 615 и 20 °С. Титан и железо образуют химические соединения (TiFe, TiFcz, TizFe) и эвтектики р-фаза + TiFe (1100 °С), TiFe + TiFej (1280 °С), TiFe2 + + а-фаза (1298 °С), содержащие 32; 62,5 и 82,5 % железа соответственно. Поэтому при затвердевании расплава уже при содержании железа порядка 0,1 % будут образовываться интерметаллиды TiFe и TiFez, которые резко снижают пластические свойства материала. Титан и железо имеют существенное различие в кристаллическом строении и физических свойствах (гл. 1, табл. 1.5). Сварка взрывом осуществляется с промежуточными прокладками и без прокладок. В последнем случае может иметь место появление ннтерметаллидов TiFe и TiFez в местах вкрапления литого металла и перемешивания. При отжиге таких соединений идет дальнейший рост интерметаллидной фазы, выделение карбидов титана. В зоне контакта может наблюдаться появление пор. В качестве прокладок используют ниобий, ванадий, никель, медь, серебро, железо и сплавы из тугоплавких материалов. Диффузионной сваркой получают удовлетворительные механические характеристики, когда ширина слоя ннтерметаллидов не превышает 3-5 мкм, а в переходной зоне имеет место а-твердый раствор железа в титане. При испытаниях зона разрушения в переходе титан-железо (сталь). На прочность соединения влияет ширина зоны, обогащенной углеродом. Механические характеристики стыковых соединений, выполненных диффузионной сваркой в вакууме, на материалах ВТ1-0+12Х18Н9Т и ОТ4+12Х18Н9Т (температура 750-840°С, время сварки 15 мин), оказываются ниже прочности основного материала. Применение прокладок из V и Си при сварке ВТ6, ВТ5-1 со сталью 12Х18Н9Т позволило получить предел прочности вплоть до 530-570 МПа. В соединении не обнаруживается интерметаллидных фаз даже после длительного нагрева при высокой температуре (1000 °С в течение 10 ч). Слой Си при сварке предотвращает образование карбидов ванадия, охрупчивающих соединения. В соединении V-Си легкоплавкие соединения и интерметаллиды не образуются. Соединения, выполненные через комбинированные прокладки меди (толщина 0,01 мм) и ванадия (0,07 мм), дают предел прочности 489-503 МПа при 450 °С, удельная вязкость 350 кДж/м2, угол загиба 50-60°. Для получения стабильных результатов целесообразно в качестве прокладочного материала использовать тонкую многослойную ленту (V + Cu-fNi), полученную методом горячей прокатки в вакууме. С использованием такой ленты соединения ВТ5-1 и АТЗ с 12Х18Н10Т дают предел прочности при растяжении 500-590 МПа. При сварке титана с низкоуглеродистыми сталями хорошие результаты дают прослойки из серебра. Положительные результаты дает нагрев при диффузионной сварке в расплаве солей (70% ВаСЬ+ЗО % NaCl). При этом обеспечивается быстрый и равномерный нагрев, хорошая зашита металла в процессе сварки и охлаждения. Контактная и ультразвуковая сварка листовых заготовок производится с применением промежуточных прокладок. При контактной сварке не допускается подплавления поверхности титана и стали. Наилучшие результаты дает контактная сварка через прослойку ниобия, а ультразвуковая - через слой серебра. Клинопрессовой сваркой в среде аргона титановых сплавов со сталью 12Х18Н9Т получают положительные результаты через прокладку А1 или через Си [5]. Нагрев при использовании алюминия 350 °С, при меди 850 °С. Толщина прослойки 0,1- 0,2 мм. Из способов сварки плавлением наибольшее распространение получила электронно-лучевая и аргоиодуговая сварка титана со сталью с применением вставок из ванадия и его сплавов. 33.3. Сварка меди и медных сплавов с металлами и сплавами других групп 33.3.1. Сварка меди с алюминием Диаграмма состояния алюминий - медь свидетельствует, что в этой системе существует ряд устойчивых при комнатной температуре химических соединений: О-фаза (ЛЬСи), т1-фаза (AlCu), 2-фаза, б-фаза (ЛЬСиз), уг-фаза (AICU2), у-фаза (AI4CU9). Они имеют высокую твердость и низкую пластичность [8]. При комнатной температуре медь обладает сравнительно малой растворимостью в алюминии, несмотря на сходство в кристаллическом строении этих металлов. В сравнении с сочетанием алюминия с другими металлами (например, Ni, Fe) для взаимодействия А1 с Си характерны большие скорости роста прослоек иитерметаллидов и малая продолжительность латентного периода. Для каждого способа существует достаточно узкий диапазон значений технологических параметров режимов сварки и температурно-временных условий эксплуатации биметаллического соединения. Работа биметалла А1-ьСи допускается при температуре, не превышающей 400 °С во избежание интенсивного роста диффузионного слоя и резкого ухудшения механических свойств. При нагреве выше указанной температуры в соединении алюминий+ /196 по мере ее роста и продолжи-тельности выдержки образца идет 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 [ 145 ] 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 |
||
 |
 |
