
|
|
|
|
Главная Переработка нефти и газа На рис VI-3 показана схема абсорбционной установки для разделения природного и попутного нефтяного газов. Сырой газ / поступает на установку при температуре 30 - 40 "С, пройдя систему сырьевых теплообменников 10 и холодильников 3, охлаждается до температуры абсорбции и поступает в фазный разделитель 13. Для удаления из газа паров воды (см. гл. X) на вход сырьевых теплообменников подается 70 - 80 % раствор ДЭГ II. Из фазного разделителя газ подается на вход абсорбера I, конденсат - на деэтанизацию, а обводненный раствор ДЭГ - на регенерацию. Регенерированный абсорбент контактирует с сухим газом после абсорбера в холодильнике 3, где он насыщается главным образом легкими углеводородами - этаном и метаном и подается в емкость предварительно насыщенного абсорбента 2. Из емкости 2 предварительно насыщенный абсорбент подается на верх абсорбера, а сухой газ 111 после сырьевых теплообменников отводится с установки. Чтобы разгрузить десорбер от наиболее легких компонентов, используют комбинированный аппарат - фракционирующий абсорбер, или абсорбционно-отпарную колонну (АОК), нижняя часть которой работает как десорбер, обеспечивая удаление наиболее легких компонентов из основного потока абсорбента, а верхняя как абсорбер, обеспечивая улавливание из газа тяжелых компонентов, отпаренных в нижней части. АОК включается в технологическую схему между абсорбером и десорбером. Насыщенный абсорбент в смеси с конденсатом из фазного разделителя проходит теплообменник 10, сепаратор 12 и двумя потоками подается в питательную секцию АОК. В нижнюю часть АОК подводится тепло, обеспечивающее частичную отпарку извлеченных из газа компонентов. Поток частично регенерированного абсорбента, пройдя гидравлическую турбину Ни теплообменник 10, направляется в десорбер 8 для окончательной регенерации. Чтобы обеспечить извлечение в АОК соответствующих компонентов газа, в верхнюю часть АОК вводится свежий регенерированный) абсорбент. В отличие от ректификационной колонны орошением АОК является вводимый со стороны абсорбент, а не конденсат паров ректификата. Применение АОК позволяет исключить конденсационное охлаждение и несколько упростить технологическую схему. Для исключения уноса абсорбента из десорбера вместе с нестабильным бензином над ним устанавливают небольшую концентрационную ректификационную колонну, работающую, как и обычно, с орошением конденсатом паров ректификата. С этой целью на верху 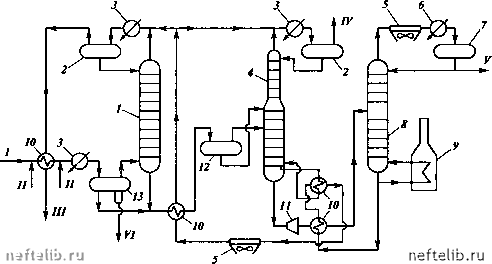 Рис. VI-3. Схема абсорбционной установки для разделения природного и попутного нефтяного газов: 1 - абсорбер; 2 - емкость предварительно насыщенного абсорбента; 3 - холодильник (пропановый испаритель); 4 - абсорбционно-отпарная колонна (АОК); 5 - воздушный холодильник; 6 - водяной холодильник; 7 - емкость для орошения; 8 - десорбер; 9 - трубчатая печь; 10 - теплообменник; И - гидравлическая турбина; 12 - сепаратор; 13 - фазный разделитель. Потоки: / - сырой газ; II - исходный раствор гликоля; III - сухой газ; IV - топливный газ; V - нестабильный бензин; V7 - на регенерацию колонны установлен воздушный холодильник 5, водяной холодильник 6 и емкость для орошения 7, из которой отбирается нестабильный бензин V. Работа такого десорбера аналогична работе АОК лишь с той разницей, что в качестве орошения подается не абсорбент, а конденсат паров ректификата: такой десорбер работает как обычная ректификационная колонна. МАТЕРИАЛЬНЫЙ БАЛАНС АБСОРБЕРА Вследствие поглощения при абсорбции определенных компонентов газа потоки абсорбента и газа могут существенно изменяты;я по высоте аппарата. Аналогичная картина наблюдается и при десорбции. Обычно различают абсорбцию тощих [сухих) газов, при которой количество извлекаемых компонентов не превышает 10-15 %, и в этом случае можно пользоваться усредненными характеристиками потоков, и абсорбцию жирных газов, при которой требуется учитывать изменение характеристик газового и жидкостного потоков по высоте аппарата. При расчетах процесса абсорбции (десорбции) пользуются приведенными концентрациями, определяя составы жидкой и газовой фаз по отношению к входящим в абсорбер (или десорбер) потокам. В приведенном ниже расчете с целью упрощения записи уравнений индекс номера компонента и штрих при обозначении мольных потоков и концентраций опущены. Для любой j-й тарелки аппарата приведенные концентрации определяются из соотношений где Gj и Lj - мольные потоки любого компонента на j-й тарелке соответственно в газе и абсорбенте; G+i и Lq - мольные потоки газа и абсорбента на входе в абсорбер. С обычными концентрациями приведенные концентрации связаны следующим образом: у =3 = Ez = £n±LV ; (VI.2) X, =-ii-=Jii2 =J2 x,. (VI.3) IS IS- IS Если потоки газа и жидкости мало меняются по высоте аппарата, т.е. Сл,., " и 1 «то Yj « Yj и Xj » Xj. При использовании приведенных концентраций уравнение равновесия несколько преобразуется. Для j-й ступени контакта уравнение равновесия имеет вид Использовав связь обычных и приведенных концентраций, согласно уравнениям (VI.2) и (VI.3), можно записать /- I п . I Входящий в это уравнение комплекс величин = Ау (VI.4) называется фактором абсорбции, а отношение =1 - удельным расходом абсорбента. Тогда уравнение равновесия можно записать в виде AYj = Щ. (VI.5) В приведенных концентрациях уравнение материального баланса абсорбера запишется в виде (см. рис. VI-2): <л/+1 [Yn+i-Yi )= io[n-o) или У„-У, =1(X-X,). (VI.6) Отсюда можно определить удельный расход абсорбента l = biiJL!L, {VI.7) Анализ уравнения (VI.7) показывает, что с увеличением содержания извлекаемых компонентов в исходном газе Ys+i и в поступающем в аппарат абсорбенте Хд удельный расход абсорбента возрастает. Поэтому для снижения расхода абсорбента необходимо так организовать работу десорбера, чтобы Хц 0. Уравнение (VI.7) можно несколько преобразовать, заменив концентрации Хо и их выражениями через концентрации равновесной газовой фазы Уо и Ys- Yni-Y +А)>о As Материальный балгшс для нижней части абсорбера (рис. VI-4): 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 [ 64 ] 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 |
||
 |
 |
